U.S. Navy Torpedo Mark 18 (Electric), OP 946, 1943, is the basic service manual for the principle U.S. electric torpedo of WW II.
In this online version of the manual we have
attempted to keep the flavor of the original layout while taking advantage
of the Web's universal accessibility. Different browsers and fonts will cause
the text to move, but the text will remain roughly where it is in the original
manual. In addition to errors we have attempted to preserve from the original
this text was captured by optical character recognition. This process creates errors that are compounded while encoding for the Web.
Please report any typos, or particularly annoying layout issues with the Mail Feedback Form for correction.
This publication is RESTRICTED and will be handled
in accordance with Article 76, United States Navy
Regulations, 1920
APRIL 1943
ii
CAUTION
The battery for this torpedo cannot withstand rotation about its longitudinal axis through 180° without leakage of electrolyte taking place. It can withstand rotation through 90° for short periods of time. Therefore after the battery is installed torpedo should not be rotated through more than 90°. The exploder and gyro must therefore be installed with the torpedo rolled through 90° instead of 180°. The war head may be prepared for war shot while removed from the torpedo, later being installed. When so prepared extreme care must be exercised to prevent damage to head or exploder base while head is being handled.
The torpedo should not be left in the 90° position for more than 5 minutes at any one time.
This is a limitation inherent in the battery design and must be accepted with attendant difficulties of installing gyro and exploder.
UNITED STATES GOVERNMENT, PRINTING OFFICE, WASHINGTON : 1943
iii
RESTRICTED
O. P. 946-TORPEDOES UNITED STATES NAVY TORPEDOES, MARK 18
BUREAU OF ORDNANCE,
NAVY DEPARTMENT, Washington, D. C., March 2, 1943.
1. This publication contains a description and instructions for the disassembly, assembly, adjustments, tests and operation of the Mark 18 U. S. Navy torpedo, except for those parts which are not unique to this torpedo and are adequately described in other ordnance pamphlets.
2. This pamphlet together with Ordnance Pamphlets 663 and 635 supply complete information.
3. In accordance with Bureau of Ordnance letter A7-3 (Mna) of July 6, 1942, this publication is classified as RESTRICTED.
4. The torpedo described by this publication involves radical changes in design. Experience with the electric torpedo is limited, service experience being entirely lacking. This publication is therefore tentative, and those sections dealing with adjustment, operation and after-run treatment may be radically changed as a result of experience gained from the service use of this torpedo.
5. It should be noted that the range and speed of the torpedo are not stated in the publication since exact values are not now known.
6. The publication specifies certain high voltage tests for determining quality of insulation on electric equipment. These are essentially manufacturing tests not to be repeated by overhauling and operating personnel. They will be replaced with Megger tests as soon as information is available on insulation resistance values to be expected during service use.
7. Suggestions and reports of errors should be forwarded to the Bureau of Ordnance.
8. The text, photographs and drawings used in this publication were prepared by Westinghouse Electric and Manufacturing Company at its Sharon, Pennsylvania, plant. The publication is issued by the U. S. Naval Torpedo Station, Newport, R. I.
W. H. P. BLANDY, Rear Admiral, U. S. Navy, Chief of Bureau of Ordnance.
THE UNITED STATES NAVY 20'-6" X 21" TORPEDO, MARK 18
GENERAL DESCRIPTION
The Mark 18 is an electrically propelled torpedo. Propulsion power is supplied from a direct current series wound motor which receives its energy from an electric storage battery. The gyroscope and other control mechanism is air-driven similarly to that of the Mark 14 torpedo, except that the gyroscope is only subjected to an initial spin impulse and is of the "run down" type; the constant spin feature being made inoperative.
The Mark 18 is the first electric storage battery torpedo manufactured for the United States Navy and it is designed primarily for use as a submarine torpedo.
The complete torpedo is composed of the following units:
War head (or exercise head).
Battery compartment.
Afterbody including gyro and control mechanism.
Tail.
The designation Mark 18 applies to the complete torpedo and to the war head, battery compartment, afterbody and tail; but the exercise head and the gyroscope have individual designations which are given over their respective descriptions.
PRINCIPAL DIMENSION, WEIGHTS AND CHARACTERISTICS DESIGNATION MARKS OF PRINCIPAL PARTS
1. Torpedo
Mark 18.
2. War head
Mark 18.
3. Exploder
Mark 4 Mod. 2.
4. Detonator
Mark 8.
5. Booster
Mark 2.
6. Exercise head
Mark 34.
7. Exercise head air release mechanism
Mark 5.
8. Gyro
Mark 12 Mod. 3.
DIMENSIONS
Diameter
21".
Length over-all with war head
20'6".
Length over-all with exercise head
20'6".
Length of war head to joint line
47.28".
Length of exercise head to joint line (including towing eye)
47.28".
Length of battery compartment joint line to joint line
125.90".
Length of afterbody joint line to joint line
53.62".
Length of tail end to joint line
19.19".
Length forward end of guide stud to tail
141.438".
3
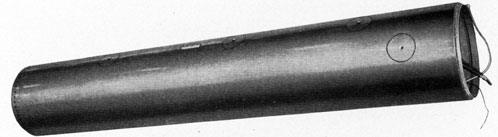
FIGURE 1-1.-Assembly.
518463-43-2
4
GENERAL REMARKS
APPROXIMATE WEIGHTS
Explosive charge
600 pounds.
War head, empty without attachments
108 pounds.
War head loaded with exploder
736 pounds.
Exercise head, ready for run
736 pounds.
Battery compartment, without battery
395 pounds.
Three battery boxes, and battery assembly with acid
1,215 pounds.
Battery compartment, including battery
1,610 pounds.
Afterbody and tail cone complete with motor
694 pounds.
Ballast for exercise run
620 pounds.
Torpedo, ready for war shot
3,040 pounds.
Torpedo, ready for exercise shot
3,040 pounds.
BUOYANCY, TRIM, AND STABILITY
Displacement (water 1.024 specific gravity)
2,580 pounds.
Buoyancy, ready for war shot
-565 pounds.
Buoyancy, exercise head blown
+120 pounds.
Weight expelled (620 pounds of calcium chloride solution having a sp. gr. of 1.355).
480 pounds.
Center of buoyancy to end of tail
138.19 inches.
Center of gravity to end of tail (ready for war or exercise run)
140.19 inches.
Pull around
3,600 inch-pounds.
CAPACITY
Air flasks (three flasks), total cubic inches
630.
Air flask pressure, pounds per square inch
2,800.
POWER PLANT CHARACTERISTICS
Storage battery, rate
4.04 kilowatt-hour.
Open circuit battery voltage
168-172.
Motor, direct current, series wound (horsepower at 140 volts, 1,620 r. p. m.).
84 horsepower.
Motor speed
1,620 revolutions per minute.
Gear ratios, motor to propellers
1 to 1.
Forward propellers:
Diameter
17.062 ± .062.
Pitch
Variable.
After propellers:
Diameter
16.187± .062.
Pitch
Variable.
Propeller r. p. m. at 29 knots
1,620.
Pressure, air flasks working, pounds per square inch
3,000.
Pressure, reducing valve, low pressure, pounds per square inch
400.
Pressure, gyro nozzle, initial spin pounds per square inch
3,000.
Range characteristics
Normal power, acceptance, yards
4,000.
Normal speed, acceptance and service, knots
29.
Normal power, expected service, yards 4,000.
INTERCHANGEABILITY
All assembled units and mechanisms are interchangeable as such ; and in general all detail parts are also interchangeable except for lapping, dowelling, etc.
5
FIGURE 2-1.-War head.
6
PARTS CARRYING NUMBERS
The register number is the torpedo identifying number. All other numbers are serial numbers which identify some part of unit assembly.
The register number of the torpedo is stamped in two places-on. the afterbody near the forward joint line, and on the tail: The register number is also stenciled on the afterbody and the tail cone near the vanes.
Serial numbers are assigned to each of the following units: The exercise head, the war head, the battery compartment, the afterbody, the gyro, the tail, the battery, the motor frame, and the motor armature-as well as the base plate and exploder.
BUOYANCY (EXERCISE CONDITIONS)
The three factors affecting buoyancy are the displacement, the fixed (not expendable) weight of the torpedo, and the expendable weight.
Positive buoyancy is a matter of expendable weight which may be modified by leakage of salt water into the afterbody or battery compartment. The only expendable weight of the electric torpedo is the water in the exercise head. This water is jettisoned at the end of the run, causing torpedo to finish its run on the surface, and providing ample positive buoyancy which, with the lightened head, causes the torpedo to float vertically, with the head out of the water.
The torpedo has negative buoyancy and will sink at end of exercise run if the head does not blow.
7
MARK 18 WARHEAD
Chapter 2. MARK 18 WARHEAD
8
MARK 18 WARHEAD
DESCRIPTION
The war head contains the explosive charge of "torpex"; the booster charge of tetryl; the detonator charge of fulminate of mercury and the firing mechanism, hereafter referred to as the exploder. The prime function of the torpedo is to carry the war head to and explode it against an enemy vessel.
The war head for the Mark 18 torpedo is designated as the Mark 18. The shell is made of sheet steel, ogival in form with the after section cylindrical. A steel joint ring is welded to its after end. This ring is tapped to receive the 20 steel joint screws for connecting the war head to the battery compartment. The joint ring is also flanged to receive the dished steel bulkhead, which is secured to the joint ring by 49 steel studs, welded in the joint ring, and brass nuts. These hold the bulkhead in place over a rubber gasket forming a watertight seal at the after end. This watertight seal keeps the charge dry while in stowage. Sea water is kept clear of the bulkhead during a run by a soft rubber gasket inserted between the war head joint ring and the forward battery compartment joint ring.
A steel nose piece in which a horizontal hole is machined for handling is welded to the forward end of the shell.
The war head is fitted to receive a standard United States Navy exploder mechanism, Mark 4 Mod. 2. A steel flange is welded to the bottom of the shell to which in turn is welded a steel exploder casing. Extending from the top of this casing is a copper pocket for the tetryl booster. The exploder casing flange- has a machined seat that is drilled and tapped to receive the 12 studs by which the exploder base plate is secured.
The explosive charge consists of 600 pounds of "torpex" which partially fills the head. The tetryl booster Mark 2, containing about 7 ounces of compressed tetryl, is used in conjunction with the Mark 8 fulminate of mercury detonator.
The principal differences from other exploders are: The second modification of the Mark 4 exploder is to change the shape of the bottom plate for mounting on the new circular exploder base plate.
The Mark 8 detonator differs from the Mark 7 only in having a double thread between the detonator holder and safety chamber and a shorter arming time.
The joints of all parts attached to the shell are made watertight by welding, which is ground off flush on the outside edges.
All parts of the war head and attachments are designed to withstand an external pressure of 135 pounds per square inch. Each empty war head is subjected to an internal pressure of 5 pounds per square inch.
"Torpex" is an extremely stable explosive, but when detonated, a very powerful one. Its detonation is accomplished by the detonation of a small amount of tetryl, known as the booster. The booster is carried inside of the exploder casing on the upper part of the exploder mechanism. The booster is located approximately at the center of the explosive charge. The sequence of explosions is initiated when the firing pins of the exploder mechanism strike the Winchester caps and ignite the fulminate of mercury in the Mark 8 detonator. Fulminate of mercury is a very unstable explosive compound requiring the utmost care in transportation and handling. It is desirable to use only the smallest amount required to produce the desired results. Between the detonator and the "torpex" stands the comparatively safe tetryl booster, which can be detonated by a small amount of fulminate of mercury and which has sufficient power to detonate the "torpex."
The detonator is housed in a safety chamber where it can explode without setting off the booster, except when the exploder is in the fully armed position.
9
The tetryl booster is stored in a special stowage rack built into the war head locker. The Mark 8 detonator carried by the detonator holder and assembled inside the safety chamber is stored as a unit in special watertight stowage boxes.
MARK 4 MOD. 2 EXPLODER-DESCRIPTION
Except for the base plate the Mark 4 Mod. 2 exploder is the same as the Mark 4 Mod. 1, description and tests of which are given in O. P. 663. Brief descriptions of the base plate and transverse shaft not covered in O. P. 663 follow.
FIGURE 2-2.-Exploder mechanism. Section through impeller shaft.
THE BASE PLATE
The exploder is carried on a circular bronze base plate of suitable dimensions to fit into the base plate flange of the war head. It is secured over a gasket by 12 holding screws. The impeller is completely housed within a channel cast in the base plate. Water is conveyed to the impeller through the forward end of this channel and is discharged through an extension of this channel on the after side of the impeller. A guard is secured in this channel directly under the impeller for the dual purpose of protecting the blades from damage, and conveying the water to the blades.
10
The impeller is of the open bucket type, composed of a hub to which 15 blades are permanently attached in casting. The impeller shaft passes through a square hole machined through the center of the impeller hub.
The impeller shaft is made of copper nickel alloy and is suitably machined for bearings in the channel on the base plate. The central portion is square to fit the square hole in the impeller hub. A hole is drilled longitudinally part way through the center of this shaft connecting with two radial holes in the wake of the gland bearing, affording a means of lubricating and grease sealing the impeller shaft. A hexagonal hole is machined in the driving end of the shaft for use in coupling to a transverse shaft.
After assembly of the shaft and the impeller in the base plate, the shaft is prevented from lateral movement in its bearings by a stop plug screwed in place over its outer end. A hole is machined in this stop plug to facilitate the installation of a grease gun or the testing equipment. The inner end of the impeller shaft passes through a stuffing box in the base plate channel. The stuffing box crosshead is adjusted to prevent leakage of water, still maintaining a minimum friction on the shaft.
The castellated gland nut is secured by a special lock washer which maintains the proper tension on the packing gland. This also prevents loosening of the gland during transportation prior to firing-as well as during the run-and obviates the necessity of locking the nut with safety wire.
The transverse shaft is carried on one end in the machined end of the impeller shaft and on the other by a small commercial ball bearing, which rests in the outer flange of the base plate.
METHOD OF SECURING TRANSVERSE SHAFT
Keyed near the inboard end of the transverse shaft is a large worm which meshes with a worm wheel on the lower end of the vertical shaft. The lower end of the vertical shaft is carried in a bearing in the base plate, the upper end in the top plate of the exploder Mechanism. Near the upper end of the vertical shaft is a loose-fitting combination worm and pinion, positioned vertically by a steel pin pressed through the vertical shaft. This pin also keys the combination worm and pinion by engaging in two slots milled 180° apart on the lower end of the worm for the transmission of rotary motion. The worm meshes with a worm wheel on the horizontal shaft of the anticountermining device (which provides rotational motion tending to withdraw the anticountermining rack and fork from its "actuated" position); and the pinion meshes with another pinion carried on the lower end of a short shaft running through the exploder top plate. On the upper end of this short shaft is secured another small pinion meshing with an idler gear which in turn meshes with the arming gear on the exploder. This completes the transmission of motion from the impeller to the arming element.
11
MARK 34 EXERCISE HEAD
Chapter 3. THE MARK 34 EXERCISE HEAD
12
GENERAL DESCRIPTION
This exercise head is of the water-ballasted, air-blowing type in which the water is automatically expelled at the conclusion of an exercise run by the release of the residual air flask charge. The operation is controlled by the drop in battery voltage.
The shell is made of steel, ogival in form at its forward section and cylindrical at the after section. A joint ring is. welded to its after end. This joint ring is tapped to receive the joint screws for connecting the head to the battery compartment. The joint ring is also flanged to receive the dished bulkhead that is secured to it by 49 screws. A rubber gasket is used to form a watertight seal for the after end. Seven strengthening rings are welded to the interior of the shell. The nosepiece provided with a towing eye is welded in the forward end. Three circular flanges are welded to the shell along the top centerline and are suitably machined. to receive the torch case, headlight, and depth and roll recorder.
The mark 34 exercise head has no special head ballast, the required "pull around" being accomplished by the location of the low center of gravity of the battery. The water ballast is approximately 620 pounds (55.2 gallons). This is the quantity of solution that must be expelled through the water discharge valve, at the end of an exercise run by the remainder of the air in the three air bottles.
The water discharge valve is mounted in a steel flange welded to the shell on the bottom centerline of the exercise head near the after end. This valve is held on its seat by sea and spring pressure and is forced open by the air pressure admitted to the exercise head when the motor control trips the four-way valve.
The four-way valve has a dual function; that of controlling the release of the residual air from the air flasks and that of providing a means of automatically opening the starting switch.
It consists of a rotor valve containing two sets of ports. When the run is completed, the power cylinder pushes the rocker ring over and it engages the trip lever of the four-way valve, actuating the spring that rotates the valve 90°, to line up the other set of ports. When the valve is tripped the air flasks are connected directly to the exercise head by a copper pipe. The four-way valve releases air to the exercise head, through a check valve attached to the upper inner surface of the exercise bulkhead and water ballast is expelled through the water discharge valve in 25 to 30 seconds.
It is important that the air blowing head be absolutely airtight. Otherwise water will leak into battery compartment if there is a leak in the bulkhead. Every care should be exercised that the locking ring of the torch pot casings and other fittings be set up tight. Exercise heads shall be tested at 15 pounds for 15 minutes, internal pressure subsequent to overhaul, without showing any damage or leaks. If practicable, immerse the head in a tank of water in testing.
WATER DISCHARGE VALVE
The water discharge valve is provided to expel the water ballast from the head when the four-way valve functions. The water discharge valve has a cast steel housing which is welded to the shell. The upper part of the housing forms a guide for the valve proper. The lower flanged outboard section is surfaced for seats for both the discharge valve and spring plate. The valve is a hollow cylinder of naval brass closed at the top and with a flange machined at its lower end. A portion of the cylinder just above the flange is threaded to receive the valve nut, which fits over the cylinder and screws down against the flange with a flat leather washer interposed between the two. The cylinder rides in the valve guide with the flange and the washer seating upward on the machined seat in the under side of the housing. The brass spring
13
FIGURE 4-1.-Excercise head.
14
plate, with its perforations, is secured on its seat in the under side of the housing by six studs and six nuts. A bronze spring is housed within the hollow valve with its upper end bearing on the under side of the valve top, and its lower end bearing in a guide on the inside of the spring plate. The spring is under compression, and holds the valve on its seat with about 8 to 10 pounds pressure above the pressure at depth head. Sections of the valve housing are cut away so that water within the head may pass between the valve guide and flange through the valve opening, and out through the perforations in the spring plate when the valve is open.
(b) Push head just clear of battery compartment and disconnect air pipe to check valve. (Tool No. 703.)
Remove bulkhead from head:
(a) Remove holding nuts from bulkhead, break bulkhead joint and withdraw bulkhead with check valve attached. (Tool No. 48.)
Remove torch case:
(a) Remove nuts, cover, case and gasket. (Tool No. 48.)
Remove depth and roll recorder and headlight. (Tool No. 48.)
(a) Remove nuts, covers, assemblies, and gaskets. (Tool No. 48.)
Remove water discharge valve:
(a) Remove holding nuts and water discharge valve spring guide plate.
(b) Remove water discharge valve and spring.
(c) Unscrew clamping nut for discharge valve washer. (Clamp discharge valve in Tool No. 448, in vise, and remove nut for washer with Tool No. 220.)
Remove check valve:
(a) Remove check valve from bulkhead. To disassemble-remove plug, spring, and valve. Inspect parts for material condition. Lubricate and reassemble. Test: With source of low pressure air connected to outlet side of valve. Apply 5 pounds per square inch to valve and be sure it is tight. Reverse air connection to inlet side. Check pressure required to unseat valve. It should be approximately 50 pounds per square inch. Replace check valve on bulkhead nipple-be sure to set inlet end aft, next to inlet nipple.
Overhaul, tests and assembly:
Check studs in bulkhead and if any are loose it will be necessary to braze them in.
Clean threads in joint screw holes and clean out burrs, if found, on joint ring seat for battery compartment.
Treatment of interior of head:
Clean interior of head thoroughly. If varnish is chipped off, before or upon the removing of dents in the head, these places are to be thoroughly cleaned and coated with bitumastic, which should be allowed to set for at least 12 hours before filling the head.
Test torch case:
(a) Test torch case to 85 pounds pressure. (This is done by means of the equipment used for testing Mark 3 exploder base plates.)
(b) Install torch case in fixture over a good gasket.
(c) Secure torch case and put on cover plate of fixture.
15
(d) Fill fixture and torch case with water and apply 85 pounds pressure with hydraulic pump; note leaks.
Test exercise head for leaks:
(a) Check interior of head, and if varnish is chipped off, the surface is to be cleaned and revarnished.
(b) Replace washer on water discharge valve. Washers should be oiled. (Tools Nos. 440, 220.)
(c) Replace water discharge nut for washer, holding nut in vise and turning discharge valve by hand until tight.
(d) With valve guide and seat cleaned and oiled insert discharge valve. Insert bar stock gage in place of spring. Set up nuts so that gage holds valve firmly on seat.
(e) Install "Blank Off" plates in, depth and roll recorder flanges. (Tool No. 48.)
(f) Install torch case cover and gasket. (Tool No. 48.)
(g) Install "Blank Off" plate with gage and air nipple in the headlight flange. (Tool No. 48.)
(h) Install bulkhead with gasket. Insert plug in check valve in bulkhead.
(i) Replace drain plug with washer. (Tool No. 13-14.)
(j) Admit air at 15 pounds per square inch into exercise head and test for leaks around all flanges and plates with soapsuds. If tank is available test for leaks by completely immersing head in water.
(k) Note drop in gage. (Air pressure should remain at 15 pounds for 15 minutes.)
(l) When satisfactory test has been made, remove water discharge covers and gags. Install water discharge valve spring, oil with light lubricating oil and replace covers.
NOTES ON EXERCISE HEAD
To insure that water discharge valve functions properly.-This valve should be thoroughly cleaned, overhauled and lubricated with light oil prior to firing. The discharge valve washer requires special attention. Its periphery is not secured and consequently the washer may readily become so folded, wrinkled, or otherwise distorted that it will not seat tightly. Leather washer should be lubricated with neat's-foot oil. The valve body must slide freely in its flange, the working surfaces of both being free from corrosion, grit or other foreign matter which might prevent such free operation. Valve springs should be examined for weak or broken condition.
The torch case must be properly seated.-This fitting has a bevel seat similar to that of the depth and roll mechanism, and the headlight, therefore, may become leaky due to an improperly seated gasket. Furthermore, since the case is not always removed in preparation for firing, the gasket may become so deteriorated and defective that the pressure during head blow will cause its failure.
The torch case itself must be in good condition and should be tested by hydrostatic pressure at least once each year.
The bulkhead must be seated properly.- The shock of launching or the internal pressure during head blow, may loosen an improperly secured bulkhead which has appeared tight prior to firing. The gasket should be in good condition and properly located. All loose studs should be rebrazed. All nuts must be set up uniformly and tightly.
16
AFTER FIRING CARE
(a) Completely clean and dry the interior of the head, remove rust spots, coat unvarnished spots with bitumastic.
(b) Disassemble and overhaul water discharge valve.
NOTE.-Spring should be left out of head until head is to be used again.
Torch pots of any kind should not be stored below decks, or within 20 feet of a gasoline container.
17
BATTERY COMPARTMENT-HEATER CIRCUIT
Chapter 4. BATTERY COMPARTMENT, BATTERY AND
BATTERY HEATER CIRCUIT
18
BATTERY COMPARTMENT-GENERAL DESCRIPTION
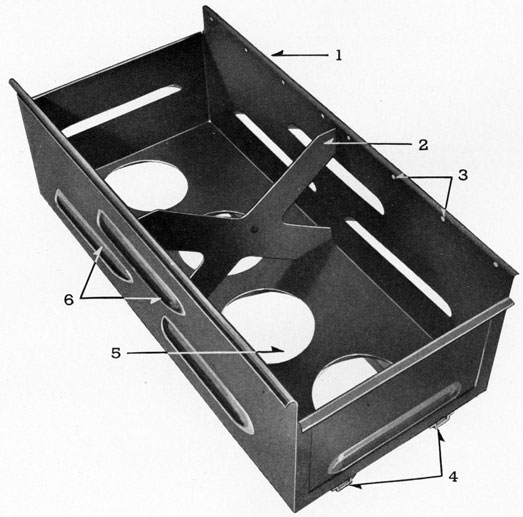
The battery compartment is a steel cylinder made up of two formed parts electric arc welded together with a joint ring at each end and 18 strengthening rings inside equally spaced. The joint rings are solid welded and the strengthening rings are tack welded to the shell. Nos. 5, 11, 16, 17 strengthening rings carry the handhole flanges Nos. 1, 2, 3, 4, which are solid electric arc welded to the outside shell. The No. 9 ring carries the guide stud pad. The forward joint ring has a groove machined on the inside diameter to receive a rubber gasket to which the knife edge joint of the war or exercise head is drawn and held by twenty joint screws to form a watertight joint.
The after joint ring forms a watertight joint with the afterbody by a machined knife edge being drawn against a rubber gasket which is seated in a machined groove in the afterbody joint ring and held there by 26 joint screws.
The battery tracks, with their supporting frames and lugs for battery-holding bolts, are tack welded in the lower section of the shell from the forward joint ring aft to the battery compartment bulkhead, which is located and solid welded to the shell between the second and third strengthening rings from the after end of the cylinder. This bulkhead carries water and airtight fittings through which pass the battery cables, the battery heater cable and the air lead to the exercise head; also the poppet or relief valve which prevents gases from the battery escaping into the main motor compartment, thereby eliminating an explosion by spark from motor.
There are three handholes on the top centerline of the battery compartment which are used to make connections between batteries and the terminal leads through the after bulkhead. A fourth handhole is located in the motor compartment 40° from top centerline on the left-hand side and is for making cable lead connection to the motor, for battery switch operation, and for putting the charging lead in the charging socket. Also located in the battery compartment is the battery circulating air pipe running from bottom of compartment just behind forward joint ring to a high point at No. 3 or after battery compartment handhole. This pipe is for circulating low pressure air through the compartment during battery charge.
Located on the top centerline of the battery compartment, 57.280 inches aft of the forward joint ring, and 88.813 inches forward of starting lever, is the guide stud which is held in place by four 1/2-inch guide stud screws.
The handhole covers seat against rubber gaskets and are held in the closed position by means of spiders which have three legs, these legs fitting into machined grooves in the handhole flanges, locking screws for handhole plates are of steel with copper gasket.
All steel used in the battery compartment is cold rolled. The handhole flanges are soft steel and the cover plates are made of die cast aluminum. The spiders are made of bronze.
The motor-operating compartment is the section between the battery compartment bulkhead and the afterbody; but, included in the battery compartment and in it are housed the battery switch, the charging plug, battery heater relay switch, and the poppet valve. Nos. 16 and 17 strengthening rings and the after joint ring are a part of this section.
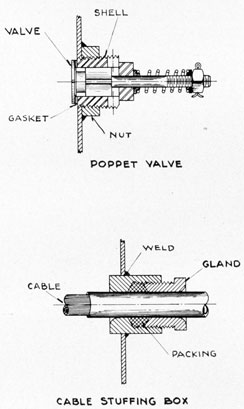
Valve body.
Valve and stem.
Rubber seat.
Valve spring calibrated at 10 ounce.
Spring guide and lock nut.
The poppet valve is set at 10 ounce to allow any excess pressure in after-body to pass into battery compartment.
The battery compartment and the motor operating compartment are tested as one unit with an external pressure of 135 pounds per square inch, and an internal pressure of 10 pounds per square inch.
After all tests have been completed, the battery compartment is treated to a parkerizing solution, in the following steps:
1. Dip in hot alkali-cleaning agent.
2. Rinse.
3. Dip in parkerizing solution which contains free phosphoric acid and three types of zinc phosphate.
4. Rinse.
5. Dip in chromic acid. This removes one of the three types of zinc phosphate previously deposited. The other two are insoluble and remain as corrosion inhibitors.
21
6. Varnish over parkerized surface and allow to drip and bake for 6 hours, which gives battery compartment a protective coating of .006 inch.
Reasons for parkerizing.-
Protection against abrasion in tube.
Corrosion from salt water.
Corrosion from battery acid.
After varnish has dried on battery compartment, copper pipe for air lead from four-way valve to air-blown exercise head is located at a low point between the battery tracks, and battery holding bolts are attached to holding bolt lugs.
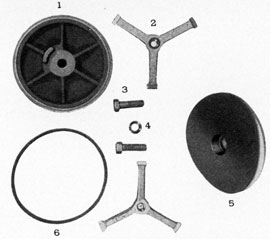
FIGURE 9-4.-Poppet Valve and Stuffing Box.
THE MAIN POWER CIRCUIT
General Description.
The main power circuit consists of the battery, the disconnect switch, the motor, and the starting switch. The circuit is designed so as to be as safe as possible. The disconnect switch is inserted between the battery and the motor and should only be closed when the batteries are being charged in the torpedo or when the torpedo is to be placed in the tube for firing. When the disconnect switch is open, the battery cannot be connected to the motor. The air-operated
22
motor starting switch is placed in the motor circuit and the motor cannot run if this switch is open. Hence, to fire the torpedo the disconnect switch must be closed by hand before the torpedo is placed in the tube and the motor staring switch must be closed automatically as the torpedo is fired. The battery is arranged in 2 banks of 40 cells each with only 1 connection across between them, this being at the extreme forward end. This connection places all the cells in series to deliver the series voltage to the motor. All connectors and cable are designed to carry the extremely high current drawn by the motor near the end of the run. Bad connections in the circuit, however, will cause heating at the connection and may result in a burned-out connection and bad run. A charging receptacle is connected directly across the motor terminals and can be used for charging the batteries. See section on freshening charges.
The Power Circuit.
The positive terminal of the battery is connected by means of two heavy rubber-covered copper cables direct to the positive terminal of the motor. These two cables are brazed together at each end and pass through two watertight holes in the battery compartment bulkhead.
The negative terminal of the battery is connected by means of two heavy rubber-covered copper cables direct to the disconnect switch. These two cables pass through two watertight fittings in the battery compartment bulkhead and are brazed together at each end. Two heavy copper cables also connect the other side of the disconnect switch direct to the negative terminal of the motor.
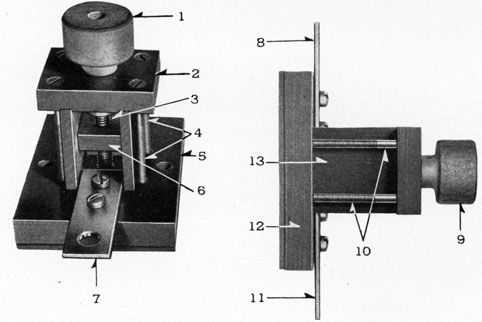
The Disconnect Switch.
The disconnect switch is placed in the main power circuit as a safety precaution. It is located in the motor operating compartment, being bolted to the starboard side of the motor compartment.
4,10-Holding bolts.
5,12-Base plate.
6-Connector bar.
7,8,11-Connection posts.
13-Side plates.
23
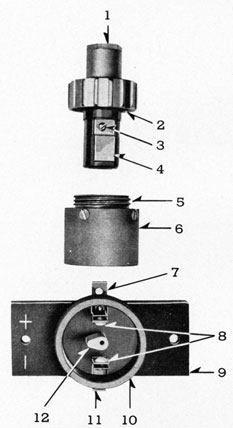
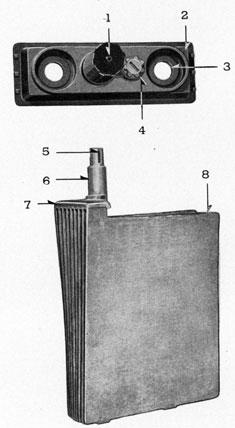
FIGURE 12-4.-Charging plug and socket.
LEGEND
1-Inlet for outside line.
2-Threaded shoulder on plug.
3-Screw for outside line connection.
4-Plug contact.
5-Threaded to fit in (2).
6-Micarta cylinder-fits in 10.
7,11-Electrical contacts to torpedo.
8-Contacts in socket.
9-Base plate.
10-Micarta cylinder.
12-Wood eccentric post.
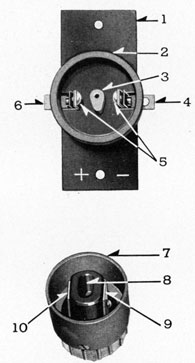
FIGURE 13-4.-Charging socket and plug.
LEGEND
1-Charging socket base.
2-Micarta cylinder around contacts.
3-Wood eccentric post.
4, 6-Contacts to torpedo.
5-Contact points to plug.
7-Micarta cylinder-fits inside (2).
8-Eccentric hole in plug-fits over (3).
9,10-Electrical contacts on plug.
BATTERY COMPARTMENT-HEATER CIRCUIT
The disconnect switch is operated by hand through the motor operating compartment handhole. It is closed by turning the knob counterclockwise, causing the threaded operating shaft to turn and screwing it out of the connecting lug. As the shaft is not free to move up and down, the connecting lug is forced down, as the operating shaft screws out of it, thus forcing the lug down on the two contacts and closing the circuit between them. Screwing the knob clockwise screws the operating shaft into the connecting lug, thereby raising it from the contacts and breaking the circuit.
The Charging Socket.
The charging socket is placed in the circuit for the purpose of giving the batteries their weekly freshening charge. It is connected directly across the motor terminals, one side being
24
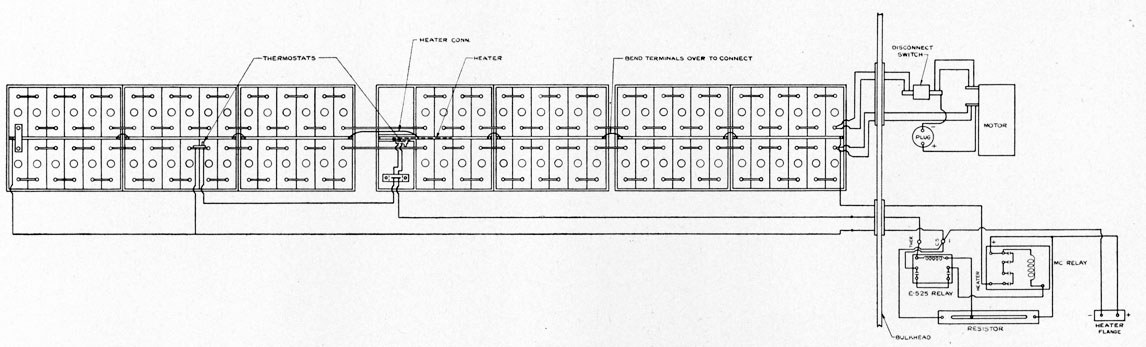
FIGURE 10-4.-Battery and heater wiring.
25
connected to the positive motor terminal and the other being connected to the motor side of the disconnect switch. It is bolted in the motor operating compartment just below the disconnect switch.
The charging socket, consists of a cylindrical piece of micarta set vertically on a micarta base and enclosing the two electrical contacts. Placed between the two contacts is an eccentric wooden post which fits into a hole of the same size and shape in the charging socket. This prevents the socket from being inserted wrong, as it will only go in one way. The receptacle which is inserted in the charging socket is connected to an external source of D. C. power. Two contact bars are located on opposite sides of the charging socket. When the socket is pushed down over the eccentric post, each contact bar of the receptacle contacts one of the contact points in the charging socket. A cylindrical piece of micarta is provided which fits over the contact bars of the socket and just fits inside the micarta cylinder of the charging socket. This cover prevents the person putting in the receptacle, from touching the contact bars of the socket or the contact points of the charging socket. The cylindrical piece should not be removed from the socket either when inserting it or when removing it.
BATTERIES
General Description.
The power system.-The power system of the Mark 18 torpedo consists of a 90 h. p. direct-current electric motor, which drives the propellors of the torpedo and the storage battery which furnishes power for the motor.
The battery.-The battery is the source of all electrical power used by the Mark 18 torpedo. It is located in the battery compartment in place of the air flask as in other mark torpedoes. The battery is made up in three separate battery sections which slide into the battery compartment on runners and are held rigidly in place by a system of clamps and braces.
26
The complete battery consists of 80 lead-acid storage cells, all connected in series to deliver the maximum voltage to the motor. This voltage will be about 170 volts when there is no load on the batteries and fully charged; and about 140 volts when the battery is delivering power. This drop in voltage under load is due to the internal resistance of the battery.
Battery Cells.
The complete torpedo battery consists of 80 separate lead-acid storage cells, each of which contains 9 negative lead plates and 8 positive lead peroxide plates. A positive plate is placed between each pair of negative plates, separated from them by a thin latex separator. The positive plates are all connected to the positive battery post and the negative plates are all connected
FIGURE 14-4.-Battery top cover and battery plates.
LEGEND
1-Venthole in vent plug.
2-Cell cover.
3-Hole for cell terminal post (note rubber washer).
4-Plug which is replaced by rubber bag.
5-Slot in terminal post for cell connector bar.
6-Cell terminal post.
7-Plate connector.
8-Negative plate.
to the negative battery post. The positive plates are reddish brown in color and the positive battery terminal is usually marked with red paint or with a plus (+) sign. The negative plates are grey in color and the negative battery terminal may be marked with black paint or a minus (-) sign. In general, however, the positive terminal is the only one which is marked.
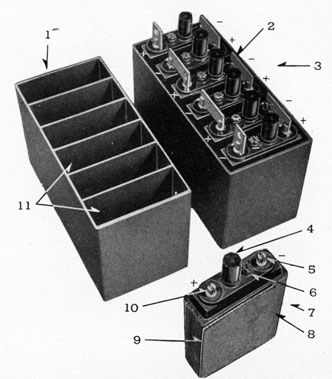
1-Battery terminal-Far terminal is positive, near terminal is negative. 2-Flexible connector cables between battery units.
3-Heater connector wire (small wire).
4-Same as 2.
5-Flexible connector cables between battery sections.
6-Thermostat soldered to battery cell connector bar.
7-Connector wire from thermostat to battery.
8-Jumpover from right battery bank to left battery bank-Flexible connector cable.
9-Forward battery section.
10-Blank cell compartments-Two on each side.
11-Middle battery section.
12-Battery case hangers-12 in all-2 to each side of each battery section.
13-After battery section.
28
The cell plates are immersed in an electrolyte which is a solution of sulfuric acid and having a specific gravity of 1.270 to 1.285 when the cell is fully charged at 77° F. and with 3/8 inch electrolyte over top of plates.
Battery Units.
The battery unit (type ST 17) is a group of 6 cells, all placed in a hard rubber container, each cell being in an individual compartment of the container. The cells are placed in the case so that the positive terminal of each cell is next to the negative terminal of the cells on either side of it as shown in cut. Connectors are placed between the cells as shown, cell 1+ to cell 2-, cell 2+ to cell 3- ; cell 3+ to cell 4- etc., thus connecting all the cells in series.
Each cell cover has two holes in its top. The larger hole is for the ventplug, and is designed so that when the battery is level the venthole is open, allowing any gas generated in the cell to escape into the battery compartment. When the battery is tipped to one side so that there is danger of the electrolyte being lost through the ventholes, a lead weight in the ventplug swings
1-Lead Weight
2-Venthole Through Lead Weight
3-Rubber Washer
4-Vent Hole Open
5-Vent Hole Closed
6-Valve
7-Case
The smaller hole in the cell cover is closed with a plug until the battery receives its initial charge. After the initial charge, this plug is removed and a rubber bag having a threaded opening is screwed into the hole. If the battery should be turned over and the ventplug closed, the gas generated can expand into the rubber bag, or force the electrolyte into the bag allowing the
29
gas to expand in the cell until such time as the battery is turned upright again and the gas can escape through the venthole in the regular way.
Battery Cases.
The battery cases are made of sheet steel stampings, welded together to form a box. The cases contain partitions which divide them into sections and also strengthen them. The entire battery case is given a coating of protective black enamel before the batteries are installed.
The forward battery case has three compartments, each of which contains two battery units. The middle and after battery cases each have two compartments each containing two, battery units.
4-Runners.
5-Cutout section of bottom to lighten weight.
6-Strengthening ribs.
30
Assembly of Battery Sections.
1. Cover the inside bottom of the case with a single sheet of veneer wood. This wood is provided by the battery manufacturer and is cypress, treated to make it impervious to battery acid. It is provided in sheets of the approximate size required and in three thicknesses: 1/8, 1/16 and 1/32.
2. Set two 6-cell battery units in each compartment of the battery cases except the middle battery section which contains four battery units, two of which contain six cells each and two of which contain only four cells each, two cells having been removed from each of these batteries and the cell compartments in the batteries merely covered over with wood blocks. These four vacant cell compartments are placed at the forward end of the middle section. The after battery section contains four batteries of six cells each. All battery terminals are placed toward center-line of the case.
3. Place heater units along the centerline of the case and between each pair of batteries. The heater units extend to the bottom of the case and 3/8 to 1/2 inch above top edge of the battery.
4. Place wood sheets along each end of the case between batteries and case. They should extend to the bottom of the case and 3/8 to 1/2 inch above top edge of the batteries.
5. Place wood sheets on each side of each partition. They should extend to the bottom of the case and 3/8 to 1/2 inch above the top edge of the batteries.
In placing wood sheeting around the sides of the batteries, obtain a snug fit all around by inserting a thin steel sheet first, to join the battery tight against the opposite side. Then remove the steel sheet and insert the wood sheets using the varied thicknesses of sheeting to obtain a tight fit all around.
6. Place wood sheets along each side of case between case and batteries. They should extend to the bottom of the case and be flush with tops of batteries.
7. Bolt the clamping strips to the case. These are 3/8 by 3/4 inch treated wood strips. They should be flush with the top edge of the case and should rest on the top edges of the batteries.
8. Tip battery to an angle of about 30° to 40° and pour a layer of heated battery sealing compound along the lower edge of each battery. This should form a seal around the edges of the battery and also provides additional electrical insulation to ground. The sealing compound is supplied by the battery manufacturer.
9. When hard on one edge, tilt battery in another direction and seal lower edges.
10. Continue until a seal is made completely around each battery.
11. Install flexible connectors between batteries as shown in diagram.
12. Grease all battery terminals and connectors with vaseline in making connectors.
The batteries are now installed and are wedged tight in the steel cases by the sheets of wood. The wood and compound forms a raised flange around the top of each battery. The batteries in each case on each side are connected in series.
Notes on Initial Charging Procedure.
Precautions.
1. Do not remove the vent plugs or the caps from a dry-charged battery until the battery is to be given its initial charge, then replace vent plugs with special lead plugs supplied for use only during the initial and after run charge.
2. In filling the batteries with electrolyte, never use electrolyte with a specific gravity of more than 1,275 at 77° F. Never use an electrolyte with a temperature of more than 90° F.
31
3. When mixing electrolyte from acid and water, never pour the water into the acid. Always pour the acid into the water slowly. Stir the solution well while mixing, as a great deal of heat is generated.
4. When mixing electrolyte, use distilled water if obtainable. Never use boiled or filtered water. Good drinking water will be satisfactory if distilled water is not obtainable.
5. Observe instructions as to filling levels.
6. Observe instructions regarding charging rates. During the initial charge, never charge at more than 8 amperes.
7. Be sure that battery is properly connected to the charging lines.
8. Do not allow the temperature of the electrolyte to go above 110° F. during the charge.
9. Correct all specific gravity readings to 77° F. as follows:
If the temperature of the electrolyte is above 77° F., subtract 77° F. from the temperature read. Divide this value by three and add the result to the specific gravity reading.
If the temperature of the electrolyte is below 77° F., subtract the temperature read from 77° F. Divide this value by three and subtract the result from the specific gravity reading.
Sample corrections.-
Above 77° F.
Temperature of electrolyte: 105° F.
Specific gravity: 1270.
(1) 105-77=28.
(2) 28/3=9.3.
(3) 1270+9.3=1279.3 specific gravity at 77° F.
Below 77° F.
Temperature of electrolyte: 60° F.
Specific gravity: 1285.
(1) 77 - 60 =17
(2) 17/3=5.6
(3) 1285-5.6=1279.4 specific gravity at 77° F.
If the temperature reading is in degrees centigrade, this must be converted to degrees F. as follows: ° F.= (9/5 X °C.) + 32
Sample: To convert 30° C. to Fahrenheit:
((9 X 30)/5 + 32) = 54 + 32 = 86° F.
10. Whenever either electrolyte or water is added in a cell, the cell should be allowed to stand for at least an hour before the specific gravity reading is made. This allows the different density solutions to mix. Allow battery to stand open-circuited for an hour to vent gas and then recheck level and if level is lower than 3/8" above separator, level off with water. Charge for an hour to mix solution, and then recheck.
11. When filling and leveling the electrolyte in a cell, always use a filling syringe.
12. Avoid spilling electrolyte on top of the battery. If any is spilled, it should be immediately cleaned off, using a solution of bicarbonate of soda in water to neutralize the acid. Use a solution in the ratio of 1 pound of soda to a gallon of water. When the reaction between the soda and the acid has stopped, rinse off the top of the battery and wipe dry. The battery should be taken out and charged after each run.
32
THE INITIAL CHARGE
The torpedo battery type ST 17 is manufactured by the electric storage battery company of Philadelphia, Pa. At the factory the batteries are given what is known as a forming charge. This charge forms the lead peroxide and spongy lead on the plates and gives the batteries about 75 percent of a full charge. Immediately after this charge, the plates are removed and dried rapidly-using an inert gas instead of air as a drying agent. The electrolyte is drained from the boxes and the batteries are reassembled and sealed dry. The vent plug and the other smaller plug are put in and should not be removed because air will get into the cells and cause the plates to oxidize rapidly, possibly damaging them. The batteries are shipped from the factory in what is known as a dry charged condition. This is the condition in which the batteries are turned over to the navy. These batteries can be left in this dry charged condition until it is necessary to put the torpedo into service at which time the batteries should be given their initial charge. Although they are dry and have no apparent charge, they will become partially charged when electrolyte is added.
FIGURE 20-4.-Filling syringe.
LEGEND
1-Stop.
2-Washer.
3-Rubber bulb
INITIAL CHARGING PROCEDURE
1. Remove all vent plugs and replace after filling, with special lead plugs supplied for use only during the initial charge and after run charge.
2. Fill all cells with electrolyte at 1,275 specific gravity and less than 90° F. in temperature. If electrolyte is not supplied, it can be made from pure sulfuric acid and water. Specific gravity readings should be corrected to 77° F.
See notes on mixing electrolyte.
See note on specific gravity corrections.
3. Using a filling syringe, level the electrolyte in all cells to inch above plate separators.
33
4. Leave the battery standing idle for from 1 to 12 hours to give the electrolyte time to soak into the separators.
5. Check the level of the electrolyte in the cells and bring the level just to the top edge of the separators.
6. Connect batteries to charging set. Positive battery terminal to positive charging lead.
7. Charge batteries at a 6 to 8 ampere rate for a period of 18 hours.
Caution.-During the initial charge, never charge at more than an 8-ampere rate, and use special lead plugs in place of vent plugs.
The equivalent of a 7-ampere 18-hour charge can be used.
Example: 7 X 18 = 126 ampere hours. Hence a rate of 6 amperes for 21 hours could be used.
6 X 21 = 126 ampere hours; or a rate of 4 amperes for 20 hours supplemented by 3 amperes for 15 hours.
4 X 20 = 80 ampere hours.
3 X 15 = 45 ampere hours.
Total 125 ampere hours.
8. Temperature readings should be made of the electrolyte throughout the charging period. These should be made with several thermometers set with their bulbs in the electrolyte. If the temperature at any point should go to above 110° F., charging should stop until the battery has cooled down.
9. At the end of the 125 ampere-hour charging time, take a gravity reading of each cell and bring the level of the electrolyte up to 3/8 inch above the plate separators. Use electrolyte with a gravity of 1,275 to bring up the level.
10. Continue to charge at the same rate taking specific gravity readings of each cell at the end of every hour's charge.
11. Continue to charge until four consecutive hourly readings do not show a difference in any cell of more than five in specific gravity.
12. When the charge is completed the specific gravity of all the cells should be between 1,270 and 1,285. If a cell has a low specific gravity, remove some of the electrolyte and replace with slightly heavier electrolyte. If a cell has a high specific gravity, remove some of the electrolyte and replace with water.
13. Level the electrolyte in all the cells to 3/8 inch above the separators.
14. After specific gravity and electrolyte level have been corrected by adding electrolyte or water and charged for one hour allow battery to stand on open circuit for one hour and then repeat spot check on pilot cells. If level is lower than 3/8" over separators, level off with water and charge for an hour to mix the solution and then recheck. Batter must stand on open circuit at end of charge because the gas generated creates a false level.
CAUTION
DURING ANY CHARGE EVOLUTION OF HYDROGEN WILL TAKE PLACE. STEPS MUST BE TAKEN TO PREVENT HYDROGEN ACCUMULATING IN EXPLOSIVE CONCENTRATIONS. WHEN THE BATTERY IS CHARGED WITHIN THE BATTERY COMPARTMENT ALL HAND HOLE COVERS SHOULD BE REMOVED AND LOW PRESSURE AIR ADMITTED AT ONE END OF THE COMPARTMENT EXHAUSTING AT THE OTHER IN ORDER TO PREVENT DANGEROUS HYDROGEN CONCENTRATION WITHIN THE BATTERY COMPARTMENT.
34
Procedure in Installing the Battery in the Torpedo.
Precautions.-Keep tools, loose wire, and any metal parts off the top of the battery. They can cause a short circuited cell or battery.
If possible, use rubber gloves when removing or installing a charged battery. Even after an exercise run, the battery voltage will be dangerous and the same precautions should be observed.
Steps in installation:
1. Remove flexible connector between battery banks at the forward end of the forward section.
2. Remove flexible connectors between battery sections. These may be completely removed or they may be doubled and bolted together on one battery terminal. Be sure to place them in a safe position.
3. Remove the three handhole plates from the battery compartment.
4. If after battery brace was removed, put it back in place and replace the two battery hangers nearest it. Replace the pin and cotter pin in each hanger. (No bolts are required for the after brace.)
5. Lay battery hangers against the sides of the battery compartment.
6. Remove the two battery hangers which are nearest the middle battery brace channel. These must be removed in order to insert the middle brace.
7. Place main power circuit leads in a safe position.
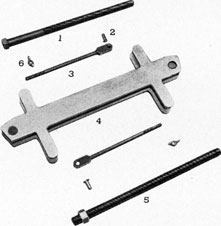
FIGURE 21-4.-Battery braces.
1-After battery holding brace lock screws.
2-Hinge pin for lock bolt.
3-Locking bolt for battery.
4-Holding brace for battery.
5-No. 1-2 battery lock screw.
6-Wing nut for lock bolt.
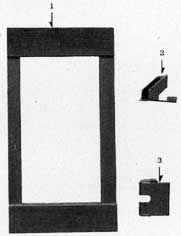
FIGURE 22-4.-Wood separators, for battery boxes.
LEGEND
1-Wood separator between battery box.
2-Battery securing hanger; two views.
8. Install hanger flanges, two to each side of each battery section.
9. Put in after battery section.
NOTE.-There is a flange on each end of the case, one of which is higher on the case than the other. The lower one should go aft.
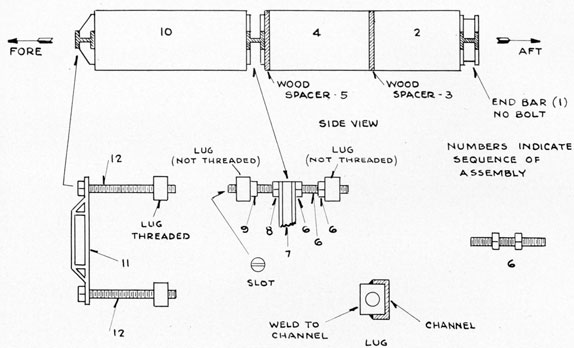
10. Put in wood spacer.
11. Put in middle battery section. Empty cell compartments should go forward.
35
12. Put in wood spacer.
13. Put in middle brace as follows:
(a) Screw two nuts to about the center of each jack screw.
(b) Put jack screws through the after lugs and push aft, out of the way:
(c) Put middle brace in channels.
(d) Push jack screws forward through holes in middle brace.
(e) Put two nuts on each jack screw forward of the middle brace.
(f) Pull jack screws forward into holes in forward lugs.
(g) Tighten the two outer nuts on each jack screw against the lugs. This clamps the jack screws in place.
(h) Move the nuts just aft of the brace back out of the way.
(i) Tighten the nuts just forward of the brace. This jams the brace back against the battery cases, holding them securely in place.
(j) Bring the two nuts just aft of the brace up against the brace and tighten. This holds the brace securely in place against any movement forward or aft.
14. Replace the two battery hangers which were removed.
15. Put in forward battery section. The thermostat on the connector bar should he on the left side, looking forward.
16. Put in forward brace.
17. Put in and tighten jack screws.
18. Put on hangers and tighten wing nuts, 12 in all.
19. Make heater and control circuit connections:
(a) Bulkhead wire to after end of after heater strip.
(b) After heater strip to middle heater strip.
(c) Middle heater strip to forward heater strip.
(d) Forward heater strip to wire from bulkhead.
(e) Bulkhead wire to after end of center port battery unit in forward section.
(f) Forward end of same battery unit to thermostat on the cell connector bar.
(g) Same thermostat to thermostat in empty cell compartment.
(h) Thermostat in empty cell compartment to wire from bulkhead.
20. Check to see that disconnect switch is open.
21. Check to see that no tools, loose wires, etc. are lying on battery.
22. Install flexible copper connectors, between battery sections. Four connectors.
23. Connect main power circuit leads to after terminals on after battery section.
24. Install flexible connector between the two battery banks at extreme forward end of forward section.
25. Check voltage at disconnect switch, to test connections. Should be approximately 170 volts if the battery is fully charged.
26. Check relay. When coil leads are connected, the relay should close. Remove one connection and tape the loose end of the wire.
27. Install handhole cover.
518463-43-4
36
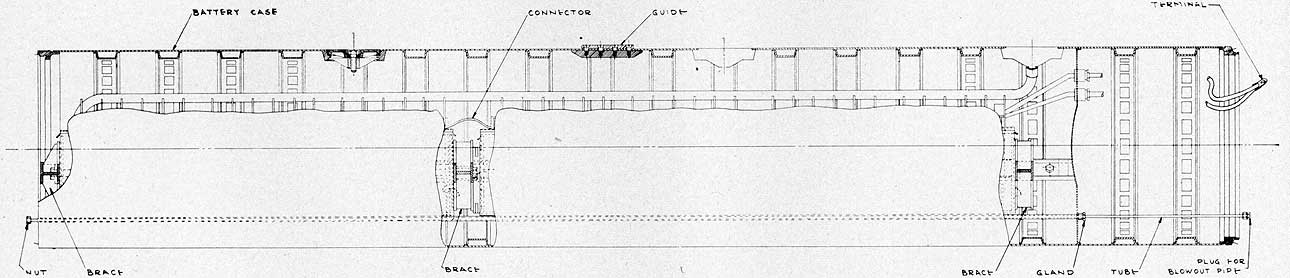
FIGURE 23.-Schematic battery assembly.
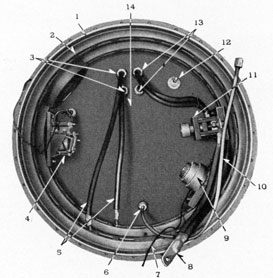
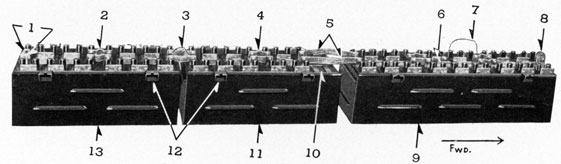
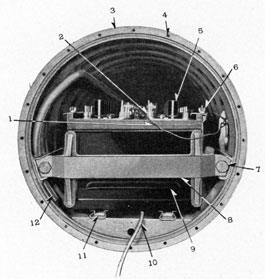
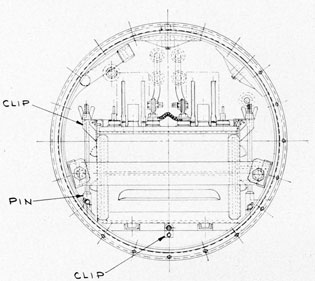
FIGURE 24-4.-Forward end of battery compartment.
LEGEND
1-Battery heater lead.
2-Battery post and bus bar.
3-Joint ring.
4-Joint ring screw hole.
5-Battery vent plug.
6-Battery holding screw and wing nut.
7-Battery holding brace jack screw.
8-Battery holding brace.
9-Battery box.
10-Air lead to exercise head.
11-Battery track.
12-Battery compartment vent pipe.
37
Procedure in Removal of the Battery From the Torpedo.
1. Remove three handhole covers.
2. Remove flexible connector between battery banks at extreme forward end of forward section.
3. Remove main power circuit connections from after terminals or after sections. Place in safe position.
4. Remove heater and control circuit connections as follows:
(a) Bulkhead wire to after end of after heater strip.
(b) After heater strip to middle heater strip.
(c) Middle heater strip to forward heater strip.
(d) Forward heater strip to wire from bulkhead.
(e) Bulkhead wire to after end of center port battery unit in forward section.
(f) Forward end of same battery unit to thermostat on the cell connector bar.
(g) Same thermostat to thermostat in empty cell compartment.
(h) Thermostat in empty cell compartment to wire from bulkhead.
5. Remove flexible connectors between battery sections. Four connectors.
6. Remove two jack screws and forward battery brace.
7. Loosen wing nuts and lay battery hangers against the sides of the battery compartment. twelve hangers in all.
8. Remove forward battery section.
9. Remove two hangers nearest the middle battery brace.
10. Remove middle jack screws and middle brace.
11. Remove wood spacer.
12. Remove middle battery section.
13. Remove wood spacer.
14. Remove after battery section.
15. The after battery brace may be left in place.
Care of Battery.
Cell replacement.-In case of a cell failure it is recommended that a complete battery unit of six cells be installed in place of the defective one.
To change a battery unit proceed as follows: Also refer to Assembly of Battery Section, Chapter 4, p. 30.)
1. Remove the battery case from the battery compartment.
2. Remove connectors from defective battery.
3. Remove holding bolts to release clamping strips.
4. Remove tar seal around the battery unit concerned.
5. Remove wood sheets between battery and battery case.
6. Hold case down and lift out the battery unit.
7. Put new battery unit in case.
8. Put in wood sheets between battery and battery case.
9. Replace clamping strips and bolt in place.
10. Reseal the raised flange around edge with sealing compound.
11. Fill the new cell with electrolyte.
12. See section on, Initial Charging Procedure, Chapter 4, page 30 and follow it in charging the battery unit.
38
Testing the battery.-The battery can be tested whenever desired by connecting a voltmeter across the battery terminals either on the battery or through the charging socket. The meter should read about. 170 volts corrected to 77° F. on a fully charged battery. If the battery is not at full capacity the reading will be lower, depending on how badly it is discharged.
A hydrometer test can also be made on the battery. This test will show the specific gravity of a single cell of the battery but a reading made of several cells will indicate the condition of the entire battery. This reading should average around 1,275 to 1,280 corrected to 77° F. in a fully. charged battery.
When a battery is being recharged after an exercise run, individual hydrometer readings should be made of each cell. If a cell fails to come up to full charge the cell is probably shorted internally and must be replaced. Before replacing it, however, always make a recheck on the cell with a voltmeter. If the voltage is zero, even after a charge, the cell is shorted and must be replaced.
If the battery voltage is found to be very low at a time when the battery should be fairly well charged, it is an indication of an external short on the battery. This is serious and should be investigated at once. Check to see that the tops of the batteries are not covered with acid.
Weekly routine.-
1. Test specific gravity of three pilot cells weekly, selecting different pilot cells each week.
2. Recharge battery whenever its specific gravity is below 1.250. Charge at 15 amperes until an average cell voltage of 2.35 volts is reached (for 6 cells this is 14.1 volts, or for 80 cells 188 volts). Then reduce rate to 6-8 amperes until battery voltage readings read the same for two successive hourly readings. At this time specific gravity readings should be checked on several cells to see that they are the same as on previous recharge. It is desirable for the battery temperature to be below 110° F. during recharge.
3. Each week check water level on pilot cells. Add drinking water before level lowers to top of separators. Do not add higher than 3/8 inch above separators.
4. Keep battery dry and clean. Have vent plugs in place at all times. Check and tighten the bolted connections.
5. If battery stands idle, give freshening charge once a week.
THE HEATING CIRCUIT
General Description.
All storage batteries have been found to operate most efficiently at a temperature of about 77° F. Due to possible operating condition of the torpedo battery in cold climates, it was found necessary to put a heater in the battery section of the torpedo. This heater is thermostatically controlled so that the battery will be heated to about 80° F. and the heater will automatically turn off. The complete heating circuit is actually two separate circuits; the thermostat control circuit and the heating circuit-these will be discussed in detail later. Two thermostats are used in the control circuit. One is placed on a cell connector bar, being securely soldered to it. The temperature of the connector bars tends to follow the internal temperature of the batteries due to the good heat conduction of metals. The other thermostat is placed in the side of one mono-block battery box adjacent to the heater strip. See diagram. The temperature at this point tends to follow the temperature of the battery box walls next to the heater strips. It is important that these walls be kept at a temperature of under 120° F. because at a slightly higher temperature than this they begin to soften and damage to the batteries might result.
39
The Control Circuit. (Entire Circuit Being Redesigned).
The two thermostats described above are bimetallic strip types. Due to the variation in the expansion of the two metals due to heat, the strip bends as heat is applied and returns to its normal position as it cools: This motion of the strip is used to close two electrical contacts and can be adjusted to close or open them at any temperature desired. The thermostats are both adjusted to open the contacts if the temperature of the strip goes above 86° F.
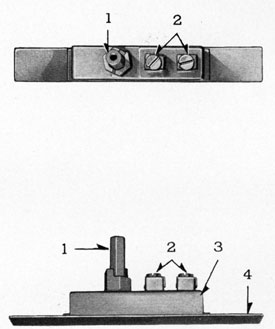
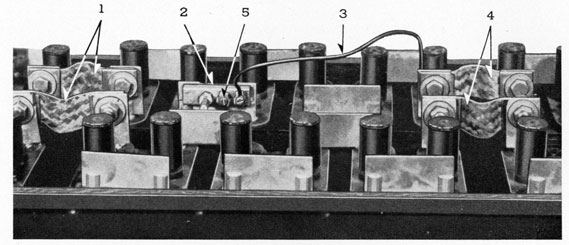
FIGURE 25-4.-Battery connections.
LEGEND
1,4-Battery connectors between battery units.
2-Thermostat on cell connector bar.
3-Connection from thermostat to battery.
5-This terminal on thermostat is connected to the other thermostat.
The power required for the control circuit is very small so one battery unit of the torpedo battery is used for this purpose. The unit used is the middle unit on the port side of the forward battery section.
Control Circuit.
Consists of this battery unit of six cells which supplies about 12 volts. This is connected in series with the two thermostat contacts and also with the magnetic coil of the control relay. When the battery temperature is under 87° F., both thermostat contacts are closed causing current to flow in the circuit thereby energizing the coil of the control relay. This closes the relay contacts and energizes the heater circuit. The two thermostats are connected in series so that if either of them is open, the heaters are turned off; hence, even though the batteries may not be up to 87° F., if the temperature of the battery walls rises to a dangerous point the relay placed in the walls opens the circuit.
Caution.-The control circuit should be opened and left open until such time as it is found necessary to heat the batteries prior to firing. They need not be heated unless there is a possibility that the torpedo is to be fired. This circuit can be opened by removing one of the relay cog leads. It should be taped or placed where it cannot contact the other wires.
Caution.-The thermostats are set at the factory and sealed. This seal is for the purpose of sealing up the thermostat so that a spark at the contacts will not ignite hydrogen gas in the battery compartment causing an explosion. There should be no need to reset the thermostats but should this be done, the adjusting screw should be resealed.
40
Heater Circuit.
The heater circuit consists of the heater units, the relay, the heater flange, the tail shoe outlet plug, and an outside source of power. The heater units are placed along the center line of the battery, between the battery units. The two heater circuit wires from the heater units pass into a single four-conductor, rubber-covered cable which also contains the two control circuit wires. This cable passes through a watertight fitting in the battery compartment bulkhead into the motor operating compartment where the four conductors again separate. The two heater circuit wires are connected to the two contact points of the relay. The two control circuit wires are connected to the two relay coil connections. Two wires are connected to the other side of the relay contact points and run aft to the heater flange in the afterbody. From the heater flange they pass into two watertight copper tubes and run aft along the base of the lower tail vane and out through a slot in its after end to the lower tail shoe outlet plug. From the tail plug a two-conductor rubber-covered cable passes out of the torpedo through a plug in the torpedo tube to an outside source of power.
Heater.
The battery heater is in seven separate sections, one for each pair of battery units. They are all connected in series and a wire from each end runs back through the battery compartment bulkhead to the relay. See circuit diagram.
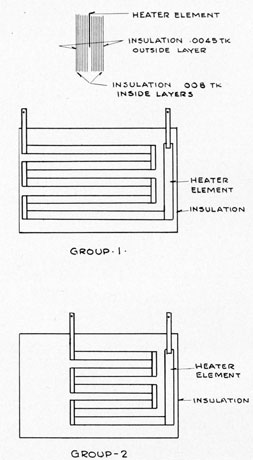
Each heater section is made of strips of nichrome ribbon placed between sheets of micarta paper. In manufacture, seven sheets of T. R. paper No. 974, 0.003-inch-thick are placed on each side of the nichrome ribbons. One sheet of T. R. paper No. 944, 0.0045-inch-thick is placed on each outside surface. This is baked in a hot press at 150° C. to 180° C. for 1 hour to form the micarta heater sheets. After pressing, these sheets are approximately 1/8 inch thick and are the same length as the battery units and approximately 1/2 inch greater in height than the battery units; i. e., 1/8 by 8 7/8 by 13.438 inches.
The heater sheets are placed along the centerline of the battery sections, one heater sheet being placed between each pair of battery units. The forward strip in the middle battery section is specially built so that there are no heating ribbons in that portion of it which is between the four empty cell compartments.
The complete heater develops about 500 watts of heat when 230 volts is applied to the circuit. A lower voltage can be used for heating the torpedo, but the heat generated in the heaters will be proportionally less.
Relay.
The relay is operated by the current in the control circuit. The current flowing around the coil sets up a strong magnetic field in the iron core forming an electromagnet which attracts the iron plate on the moving part of the relay, pulling it and the moving contacts toward the core and thereby closing the two relay contacts. This plate will be held to the core as long as current continues to flow in the coil. As soon as the heaters produce enough heat to bring the temperature of either of the thermostats up to 86° F., the thermostat will open, stopping the current flow through the relay coil, and the pull of the spring opens the contacts.
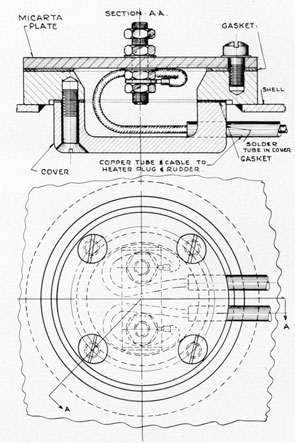
Heater Flange.
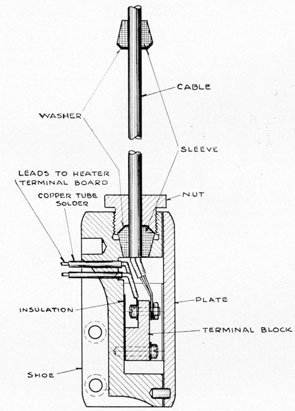
The heater flange is located in the afterbody section just forward of the forward edge of the lower tail vane. It is used merely as a watertight fitting for leading the heater circuit wires out of the afterbody. The two wires from the relay are connected to two connection posts on the micarta heater flange plate. This plate is bolted to the inside of the heater flange, being made
41
FIGURE 26-4.-Battery Heater.
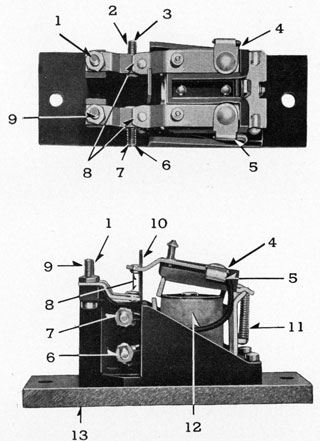
FIGURE 27-4.-RELAY.
LEGEND
1-One heater circuit lead.
2-Outlet for same lead as 1.
3, 6-Relay coil leads.
4-Connected to 2 by wire not shown.
5-Connected to 7 by wire not shown.
7-Outlet for same lead as 9.
8-Breaker points.
9-One beater circuit lead.
10-Guide for moving part.
11-Spring that holds points open.
12-Relay coil.
13-Base plate.
watertight by means of a gasket. Two wires are connected to the same connection posts on the inner side of the plate and pass out of the heater flange cap into two watertight copper tubes which pass along on either side of the base of the lower tail fin to its after edge where they enter a slot in the after edge of the lower tail fin and pass out to the lower shoe outlet. These copper tubes are brazed into the heater flange cap at one end and into the tail fin shoe at their other end.
42
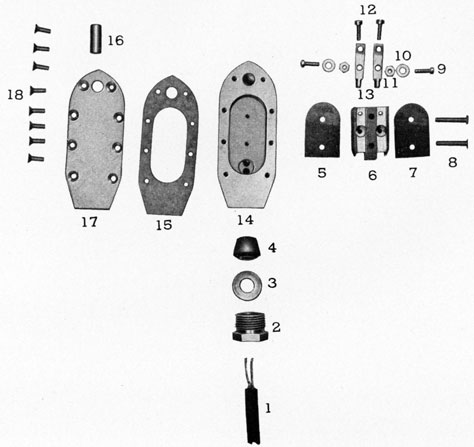
FIGURE 28- 4.-Heater flange assembly.
Tail Shoe Outlet.
The tail shoe outlet is located on the lower after end of the lower tail fin. The tail shoe is designed as a watertight outlet for heater circuit wires. The wires enter the shoe from the copper tubes and are soldered to two connector strips in the shoe. These connector strips are bolted to a small micarta block and insulated by fish paper placed above and below the block. Two other wires are connected to the connector strips. These two wires pass into a rubber-covered two-conductor cable which passes aft out of the shoe through a rubber packing plug. The tail shoe plug is watertight but should be filled with paraffin as an added precaution after all connections are made. This is done because the two-conductor cable passes out of the torpedo-tube to an external connection and is still connected when the torpedo is fired. The cable should break clean just aft of the tail shoe plug; but there is a possibility of its pulling off at the terminal board or breaking off at the terminal board inside of the shoe instead. Should this happen, the paraffin will seal the shoe and prevent salt water entering the copper tubes.
Testing the Control and Heater Circuits.
The control and heater circuits should be tested during overhaul or after an exercise run. The thermostats can be checked before the batteries are charged by opening the control circuit at the relay and testing each thermostat with a test set or "megger." If the battery temperature
43
is below 80° F., these thermostats should be closed. While the batteries are being charged, their temperature will rise and the thermostats should again be checked to see if they are opening properly. They should open when their temperature reaches 86° F. The relay should be tested by applying 12 volts D. C. to it to see that it closes properly.
The heater circuit can be tested by closing the relay and checking the resistance at the tail shoe outlet. The circuit resistance should be about 100 to 110 ohms. This can also be tested by applying 12 volts to the relay coil to close the relay and 230 volts to the heater circuit at the
FIGURE 30-4.-Heater plug.
tail shoe outlet. An ammeter placed in the circuit should show a current flow of about 2.2 amperes-or heating of the heater strips would indicate a proper flow.
Both circuits should also be tested for resistance to the torpedo shell with a test set or "megger".
This resistance should not be less than one megohm.