4K1. Description of the first inner tube section
assembly. The first inner tube section assembly
is part of the lower telescope system. It provides
the necessary parts and distance between the
objective operating mechanism assembly (Figure
4-23) and the eyepiece skeleton assembly (Figure
4-28). This distance is necessary for the focal
length of the lower (split) objective lens with the
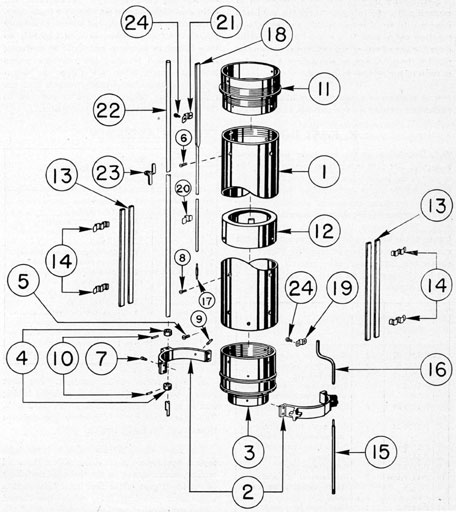
eyepiece prism and the eyepiece lens. Figure 4-27
shows the first inner tube section assembly.
All bubble numbers for. Sections 4K1, 2, and 3
refer to Figure 4-27 unless otherwise specified.
Ill. No.
Drawing Number
Num- ber Re- quired
Nomenclature
1
P-1205-7
1
First inner tube section
2
P-1158-4
2
Spider (two halves)
3
P-1158-11
1
Spider bearing
4
P-1163-7
2
Stadimeter transmission shaft thrust collars
5
P-1179-24
8
First inner tube section lower end lockscrews
6
P-1179-24
4
First inner tube section upper end coupling lockscrews
a. First inner tube section. The first
inner tube section (1) is made of brass tubing
and is approximately 57.125 inches in length.
The inner and outer diameters are uniform
throughout the entire length.
The inner circumference of this inner tube
section upper part is provided with a threaded
section, which screws on the threaded periphery
of the lower part of the first inner tube section
upper end coupling (11), while the turned
alignment support section of this part of the
coupling is a sliding fit in the inner circumference
137
of the inner tube. It is secured with four lockscrews (6) which are inserted in countersunk
clearance holes in the inner tube section upper
part and screwed into tapped holes in the lower
alignment support section of the first inner tube
section upper end coupling (11).
The internal surface of the inner tube section
supports a diaphragm (12) which is located
in the center part and secured with three lockscrews (8).
The lower part of this inner tube section
is a push fit on the- upper alignment support
section of the spider bearing (3) and is secured
with eight lockscrews (5). These lockscrews
are inserted into countersunk clearance holes
in this inner tube section lower part and screwed
Figure 4-27. First inner tube section assembly.
138
into tapped holes in the spider bearing upper
alignment support section (3).
b. First inner tube section upper end
coupling. The first inner tube section upper
end coupling (11) is made of cast phosphor
bronze and is 3.187 inches in length. It is a step
design, stepped downward from the upper part.
It forms a joint between the track sleeve (2,
Figure 4-23) of the objective operating mechanism assembly and the upper part of the first
inner tube section (1).
In the upper part it is provided with a threaded
periphery and an alignment support section, to
receive the internal threaded section and smooth
counterbore in the track sleeve (2, Figure 4-23)
and is secured with four lockscrews (23). These
lockscrews are inserted into countersunk clearance holes in the track sleeve shoulder (2) and
screwed into tapped holes in the first inner tube
section upper end coupling alignment support
section (11)
The center part is provided with a narrow
shoulder 3/16 inch wide, and its diameter coincides with the diameter of the track sleeve
shoulder (2, Figure 4-23).
The inner diameter is bored for light transmission and has anti-reflection threads. The
upper part is counterbored a distance of 1 1/2
inches to lighten the coupling.
In the lower part it has a threaded periphery
and straight turned section which serves as an
alignment support section for the upper part
of the first inner tube section (1). The threaded
periphery screws into the internal, threaded
section in the first inner tube section (1) and
is secured with four lockscrews (6). These lockscrews are inserted in countersunk clearance
holes in the upper part of the first inner tube
section, and screwed into tapped holes in this
coupling lower alignment support section.
c. Diaphragm. The diaphragm (12) is made
of 1/32-inch spun brass of light weight and is 2
inches long. It is located in the central Part of the
first inner tube section (1). The side wall of the
diaphragm has an opening of ample size to
permit the necessary light transmission. The
diaphragm restricts the light rays from striking
the inner wall of this inner tube section and
confines it to the necessary clear aperture
required. Three equally spaced brass strips are
soldered on the inner wall of the diaphragm.
It is a push fit in the first inner tube section
and is secured with three lockscrews (8). These
lockscrews are inserted into countersunk clearance holes in the first inner tube section and
screwed into tapped holes in the soldered strips
located in the diaphragm.
d. Air line sections. The air line section
(29, Figure 4-21) extends downward from the
second inner tube section (22) with a soldered
air line coupling (28) on its lower end. It is
secured to the upper part of the inner tube
section with an air line strap (21) retained with
two lockscrews (24).
The air line section (18) attaches to the air
line coupling (28) of the air line section (29,
Figure 4-21) in the upper part of the first inner
tube section and extends downward through a
soldered air line strap (20) soldered to the first
inner tube section wall. The lower part of the
air line section (18) has a soldered air line
coupling (17) which couples with a bent air
line (16). The bent air line (16) attaches to the
soldered air line coupling (17) of the air line
section (18). The bent air line (16) is secured
to the lower part of the first inner tube section
wall with a removable air line strap (19) secured
with two lockscrews (24).
The bent air line (16) is bent in an S-shape
and extends outward from the first inner tube
section (1) to the air line hole in the spider (2),
where it attaches to the long air line coupling
(15)
e. Spider bearing. The spider bearing (3) is
made of cast phosphor-bronze material and is
4.500 inches in lengths The upper part is smooth
tuned a short distance to serve as an alignment
support section, and push fit into the lower part
of the first inner tube section (1) and is secured
with eight lockscrews (5). These lockscrews
are inserted in countersunk clearance holes in
the first inner tube section lower part, and
screwed into tapped holes in the spider bearing
upper alignment support section.
Two narrow shoulders are provided, between
which the spider halves (2) are attached and
secured with four lockscrews (7) and an inserted
taper pin (9).
139
The lower part of the spider bearing is stepped
to a small shoulder. This small shoulder is
provided with a threaded periphery and a
straight turned section serving as an alignment
support section. The alignment support section
is a sliding fit in the counterbored and threaded
counterbored section in the upper part of the
eyepiece skeleton (42, Figure 4-28) and is
secured with four lockscrews (37). These lockscrews are inserted into countersunk clearance
holes in the eyepiece skeleton (42), and screwed
into tapped holes in the spider bearing lower
alignment support section.
The inner surface of the spider bearing is
bored for light transmission and is provided
with anti-reflection threads. The upper part is
counterbored a distance of 3 1/16 inches, leaving a sufficient wall in the lower part of this
counterbore.
f. Spider. The spider (2) is made in two
halves of cast phosphor bronze and is 1 inch in
width. It has three cast projections on the
periphery set with their centerline 120 degrees apart
in an extended Y-design. The periphery of these
projections serves as a guide bearing in the
lower counterbore of the outer tube (2, Figure
4-15). One projection is solid with a reamed hole
serving as a bearing for the stadimeter transmission shaft (22, Figure 4-27). The other two
projections are shaped like a plus sign with
shoulders of nominal thickness extending outward from the wall periphery. An air line clearance hole is provided in the wall of one of these
projections at assembly for the long air line
coupling (15).
The wall periphery of each half is provided
with projecting flanges of 1/16-inch thickness
and are stepped. The set of flanges of one half is
provided with two clearance holes each, while
the set of flanges of the opposite half is provided
with two tapped holes each for four lockscrews
(7). The spider halves are assembled, and bored
a snug fit for their assembly on the undercut
section of the spider bearing between the two
narrow shoulders. A taper pain (9), inserted
in the wall periphery of the spider and the
spider bearing, properly maintains its correct
alignment.
g. Stadimeter transmission shaft thrust
collars. The two stadimeter transmission shaft
thrust collars (4) are made of brass and are
cylindrical. They are of nominal thickness and
are provided with a reamed hole in their center
axis. These thrust collars are a sliding fit on
the stadimeter transmission shaft (22), extending
through the bearing hole projection in the
spider (2), and are located on each side of the
spider bearing hole projection. They are secured
with two taper pins (10). These thrust collars
retain the stadimeter transmission shaft (22)
from axial displacement.
h. Tape guides. The four tape guides (13).
are made of flat brass tubing and are 12 1/2 inches
in length. These four tape guides are divided
in two sets for assembly to the lower part of the
first inner tube section on opposite sides and
are secured with tape guide straps (14). Each
set of tape guides (13) is secured with two tape
guide straps (14) separated proportionally and
soldered to the tape guides and the wall periphery
of the first inner tube section (1). Each set of
tape guides serves to guide the prism tilt and
change of power shifting wire tapes (38, Figure
4-28) in their vertical position.
i. Stadimeter transmission shaft bracket.
The stadimeter transmission shaft bracket (23)
is made of 1/16-inch brass and has a developed
length of 0.228 inch. The projecting part of the
bracket is provided with a clearance hole for
the stadimeter transmission shaft (22). It is
soldered to the wall periphery of the first inner
tube section located in the center part. This
bracket serves to remove any whip of the long
stadimeter transmission shaft (22).
j. Stadimeter transmission shaft. The
stadimeter transmission shaft (22) is made
of corrosion-resisting steel and is 75.125 inches
in length. The tipper part of this shaft fits into
the large readied hole in the stadimeter transmission shaft coupling lower part (14, Figure
4-23) of the objective operating mechanism
assembly and is secured during final collimation
with a taper pin (33).
The lower part of this shaft has a milled off
section forming a male tang section. This section
is a sliding fit into the upper part of the female
tang coupling (68, Figure 4-24) attached to
the integral transmission shaft pinion stub
section (65) located in the stadimeter housing
assembly.
140
The shaft extends downward from the stadimeter transmission shaft coupling (14, Figure
4-23) of the objective operating mechanism
assembly through the soldered bracket (23),
the upper thrust collar (10), spider (2), lower
thrust collar (10), and the clearance hole in the
eyepiece skeleton flange (42, Figure 4-28).
The shaft extends downward the entire length
of the eyepiece skeleton (42) and into the reamed
hole and stuffing box section in the eyepiece box
(11, Figure 4-29).
4K2. Disassembly of the first inner tube section
assembly. The first inner tube section assembly
is disassembled in the following manner:
1. All air line sections, air line straps, thrust
collars, and the stadimeter transmission shaft
(22) pertaining to this assembly were removed
previously for the separation of the various telescope systems and their individual assemblies.
2. Remove the four lockscrews (6) from the
upper part of the first inner tube section (1).
These lockscrews are unscrewed from tapped
holes in the lower alignment support section
of the first inner tube section upper end coupling
(11).
3. Unscrew the lower part of the first inner
tube section upper end coupling (11) from the
upper part of the first inner tube section (1).
4. Remove the eight lockscrews (9) from the
lower part of the first inner tube section (1)
These lockscrews are unscrewed from tapped
holes in the upper alignment support section
of the spider bearing (3).
5. Tap the spider bearing (3) from the lower
part of the first inner tube section (1).
6. Remove the four lockscrews (7), unscrewing
two from opposite side flanges of the spider
halves (2). Remove the taper pin (9) from the
spider half, and remove both spider halves
from the spider bearing (3).
7. Remove the three lockscrews (8) from the
central part of the first inner tube section (1).
These lockscrews are unscrewed from tapped
holes in each soldered strip in the inner wall
of the diaphragm.
8. Tap the diaphragm (12) out through the
lower part of the first inner tube section (1).
4K3. Reassembly of the first inner tube section
assembly. The first inner tube section assembly
is reassembled in the following manner:
1. Check all reference marks for the reassembly of any part to prevent incorrect
assembly.
2. Using an air hose, blow out the internal
surfaces of the first inner tube section. If a
circular brush is available, it should be used
first. This procedure should be carried out also
with the couplings.
3. Place the diaphragm (12) in the central
part of the first inner tube section from the
lower part. The diaphragm side wall faces up
ward toward the first inner tube section upper
end coupling (11). Tap the diaphragm in until
the tapped holes in the inner tube section and
the diaphragm coincide.
4. Insert and secure the three lockscrews
(8) in the tapped holes in the diaphragm soldered
inner wall strips.
5. Screw the first inner tube section upper
end coupling (11) lower threaded periphery
section into the upper part of the first inner
tube section (1).
6. Insert and secure the four lockscrews
(6) into countersunk clearance holes in the
upper part of the first inner tube section (1)
and tapped holes in the first inner tube section
upper end coupling lower alignment support
section (11).
7. Place the upper alignment support section
of the spider bearing (3) in the lower part of the
first inner tube section (1). Using a rawhide
mallet and a block of wood, tap the spider
bearing in until its narrow shoulder comes in
contact with the lower end of the first inner tube
section.
8. Insert and secure the eight lockscrews
(5) into countersunk clearance holes in the first
inner tube section and screw them into tapped
holes in the upper alignment support section
of the spider bearing (3).
9. Place both halves of the spider (2) on
the spider bearing (3) between its two narrow
shoulders.
10. Insert and secure each spider flange half
(2) with two lockscrews (7) inserting them into
clearance holes in one flange half and screwing
141
them into tapped holes in the other flange half
of both sets of opposite flanges.
11. Insert the taper pin (9) in the spider
half (2) and the spider bearing (3).
12. The air line sections, air line straps,
thrust collars, and the stadimeter transmission
shaft (22) are assembled later, upon the connection of individual assemblies of this lower
telescope system.
L. EYEPIECE SKELETON ASSEMBLY
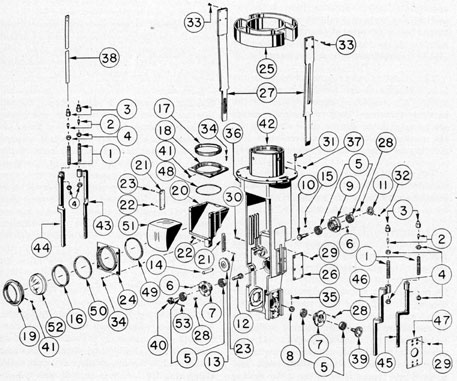
4L1. Description of the eyepiece skeleton assembly. The eyepiece skeleton assembly is apart
of the lower telescope system. Figure 4-28
shows the eyepiece skeleton assembly. All bubble
numbers in Sections 4L1, 2, and 3 refer to Figure
4-28 unless otherwise specified.
Ill. No.
Drawing Number
Num- ber Re- quired
Nomenclature
1
P-1133-9
4
Shifting wire spindles
2
P-1133-10
4
Shifting wire clamps
3
P-1133-11
4
Shifting wire clamp nuts
4
P-1133-12
8
Shifting wire spindle adjusting nuts
5
P-1160-1
2
Ball bearings for rayfilter drive gear
2
Ball bearings for eyepiece prism shift gear and eyepiece drive
4
Ball bearings for training handle rack gears (right and left)
6
P-1160-1A
4
Dowel pins for rayfilter and eyepiece drive housings
7
P-1160-2
2
Ball bearing housings for training handle rack gears (left and right)
2
1 Ball bearing housing for rayfilter drive mechanism
8
P-1160-4
2
Retaining collar for training handle rack gears
9
P-1160-9
1
Ball bearing housing for eyepiece prism shift gear
10
P-1160-10
1
Eyepiece prism shift gear
11
P-1160-11
1
Eyepiece prism shift bevel gear
12
P-1161-3
1
Rayfilter drive gear
13
P-1161-5
2
Eyepiece prism actuating gears
14
P-1161-6
2
Eyepiece prism actuating gear shafts
15
P-1163-11
1
Eyepiece prism shift bevel gear key
16
P-1173-3
1
Eyepiece lens clamp ring
17
P-1173-4
1
Eyepiece prism upper clamp ring
Ill. No.
Drawing Number
Num- ber Re- quired
Nomenclature
18
P-1173-5
1
Eyepiece prism upper retaining plate
19
P-1173-6
1
Eyepiece lens mount
20
P-1173-7
1
Eyepiece prism mount
21
P-1173-7 A&B
2
Eyepiece prism mount stem gear racks
22
P-1173-7C
5
Eyepiece prism stem gear rack lockscrews
23
P-1173-7A1
4
Eyepiece prism stem gear rack dowel pin
24
P-1173-8
1
Eyepiece prism front retaining plate
25
P-1177-6
1
Counterweight
26
P-1177-7
2
Counterweight strap retaining plates
27
P-1177-9
2
Counterweight straps
28
P-1179-46
16
Ball bearing housing lockscrews
29
P-1179-57
28
Counterweight strap and shifting rack retaining plate lockscrews
Eyepiece skeleton flange and eyepiece box lockscrews
32
P-1179-60
1
Eyepiece prism shift bevel gear lockscrew
33
P-1179-62
8
Counterweight strap lockscrews
34
P-1179-67
8
Eyepiece prism retaining plate upper and front lockscrews
35
P-1179-190
2
Retaining collar taper pins
36
P-1179-192
2
Eyepiece box alignment dowel pins
37
P-1310-17
4
Spider bearing and eyepiece skeleton lockscrews
38
P-1314-3
4
Shifting wire tapes
39
P-1318-1
2
Training handle rack gears and integral shafts
40
P-1318-8
1
Rayfilter drive male coupling half section
41
P-1389-4
2
Eyepiece lens clamp ring and eyepiece prism clamp ring upper lockscrews
42
P-1402-1
1
Eyepiece skeleton
142
Ill. No.
Drawing Number
Num- ber Re- quired
Nomenclature
43
P-1403-1
1
Prism shifting rack (left)
44
P-1403-2
1
Prism shifting rack (right)
45
P-1403-3
1
Power shifting rack (right)
46
P-1403-4
1
Power shifting rack (left)
47
P-1409-1
2
Retaining plates for shifting racks
48
P-1417-2
1
Upper eccentric eyepiece prism centering ring
49
P-1417-3
1
Front eccentric eyepiece prism centering ring
50
P-1417-4
1
Eyepiece prism front clamp ring
51
P-1418-13
1
Eyepiece prism
52
P-1418-14
1
Eyepiece lens
53
P-1422-177
1
Rayfilter drive coupling half section taper pin
a. Eyepiece skeleton frame. The eyepiece
skeleton frame (42) is made of cast phosphor
bronze with an over-all length of 18.062 inches.
It is cast with various cored projections and
recesses to accommodate the eyepiece drive,
ray filter drive, change of power, and prism
tilt mechanisms.
The upper part is provided with a large
shoulder flange having a narrow shoulder as
part of its lower face. The diameter of the large
shoulder flange coincides with the diameter
of the straight, turned alignment support
section of the eyepiece box (11, Figure 4-29),
while the narrow shoulder serves as an alignment
support section, a sliding fit in the shallow
counterbored section in the eyepiece box. The
large shoulder flange is provided with eight
Figure 4-28. Eyepiece skeleton assembly.
143
equally spaced clearance holes for lockscrews
(31) to secure the eyepiece box on the narrow
shoulder against the large shoulder flange.
These lockscrews are inserted into clearance
holes in the large shoulder flange of the eyepiece
skeleton and screwed into tapped holes in the
upper face and alignment support section of the
eyepiece box.
Two opposite reamed dowel pin holes are
provided in the same hole circle as the eight
clearance holes, and are located 22 degrees 30 minutes
from the vertical centerline. These reamed holes
receive dowel pins (36) of a drive fit, and provide
the necessary radial alignment of the eyepiece
box (11, Figure 4-29) for assembly.
A clearance hole for the stadimeter
transmission shaft (22, Figure 4-27) is provided in
the large shoulder flange, and is located at an
appropriate center distance from both the
vertical and horizontal centerlines. An air line
tapped hole is provided at assembly in the large
shoulder flange for the long air line coupling
(15) of the first inner tube section assembly.
Two elongated openings are provided in the
large shoulder flange for the counterweight
straps (27) located on opposite sides of the
vertical centerline. These elongated openings
are of appropriate size to allow clearance for
the vertical travel of the counterweight (25)
carrying the attached counterweight straps (27).
The straight turned section above the large
shoulder flange has sufficient bearing surface
length to carry the counterweight (25) vertically
for all positions of focusing minus and plus.
The upper part is bored for light transmission
to a depth of the large shoulder flange lower
face and is provided with two counterbore,
sections. The small counterbored section serves
as an alignment support section to receive the
lower alignment support section of the spider
bearing (3) while the large threaded counterbored section receives the threaded periphery
of the spider bearing (3), secured with four
lockscrews (37). These lockscrews (37) are
inserted in countersunk clearance holes in the
eyepiece skeleton bearing section wall and
screwed into tapped holes in the spider bearing
lower alignment support section (3).
A reamed hole is provided in the base of the
eyepiece skeleton frame in the center of a
shallow counterbored recess to receive the
eyepiece skeleton centerscrew (12, Figure 4-29)
which extends upward from the eyepiece box.
The centering screw stabilizes the lower part
of the eyepiece skeleton in the eyepiece box (11).
b. The eyepiece drive mechanism is composed
of numerous mechanical internal parts
to operate the eyepiece prism vertically to any
diopter setting desired by an observer for his
individual eye setting by means of suitable
connecting attachments.
1. Eyepiece prism mount. The eyepiece
prism mount (20) is made of cast duralumin.
It provides the necessary body to retain the
eyepiece prism (51) and the eyepiece lens (52)
in a fixed vertical moving position in the optical
axis. The mount has two side walls, which protect
the eyepiece prism from sideward thrust.
Each sidewall is provided with four tapped
holes in the upper and front faces to retain
the eyepiece prism upper retaining plate (18),
and the eyepiece prism front retaining plate
(24) with four lockscrews each (34).
Each side wall is provided with two rail
bearings, and each is a sliding fit into the rail
bearings located in each inner flat wall of the
eyepiece skeleton frame (42). The mount is
provided with a stem which projects downward
from the center part of the rear body of the
mount. On each side of the mount, the stem
Fear racks (21) are assembled to the stem
projection with four alignment dowel pins
(23) and five lockscrews (22). The stem gear
racks (21) engage two eyepiece prism actuating
gears (13) assembled on the eyepiece prism
actuating gear shafts (14). The shafts extend
into the front of the center wall, through the
bearing hole in the eyepiece prism actuating
gear, and the center section, and further into
the rear wall. Each shaft is secured with a
lockscrew (30).
2. Eyepiece prism upper retaining plate.
The eyepiece prism upper retaining plate (18)
is made of aluminum. It is a rectangular plate
with a cylindrical projecting shoulder. The bore
is threaded to receive an eyepiece prism upper
clamp ring (17) which is secured with a lockscrew
(41). The side facing toward the front
144
is beveled at right angles to form a 90 degrees miter
joint with the beveled upper side of the eyepiece
prism front retaining plate (24).
3. Eyepiece prism front retaining plate.
The eyepiece prism front retaining plate (24)
is made of aluminum. It is a rectangular plate
with a cylindrical projecting shoulder. The bore
is threaded to receive the threaded periphery
of the eyepiece prism front clamp ring (50)
and the eyepiece lens mount (19).
4. Eyepiece prism. The eyepiece prism (51)
is a crown element, with a curvature ground
on the entrance and exit faces called a dioptric
prism or a double-convex right angle prism,
with the 45 degrees reflecting face silvered, copper
plated, and lacquered. It serves to deviate the
optical axis from a vertical to a horizontal
direction. Refer to Section 4U8 (e). The eyepiece
prism is retained snugly in the eyepiece prism
mount (20) in the fixed central position, with
eccentric centering and clamp rings.
In the upper part of the mount, the eyepiece
prism is secured by the application of an upper
eccentric eyepiece prism centering ring (48)
backed up with a threaded eyepiece prism upper
clamp ring (17), of nominal thickness, secured
with a lockscrew (41). The eccentric centering
ring has a chamfer on its lower face, to offer
the curved surface of the upper part of the
eyepiece prism an equal bearing surface. This
provides a means of distributing the pressure
equally over at least 1/4 of the area of the reflecting surface by tightening the clamp ring. The
front eccentric eyepiece prism centering ring
(49) serves at the front curved surface of the
eyepiece prism in similar manner to the upper.
It is backed up with a threaded eyepiece prism
front clamp ring (50) of nominal wall thickness.
5. Eyepiece lens mount. The eyepiece
lens mount (19) is made of aluminum. It is
cylindrical and provides the outer wall to retain
the eyepiece lens (52) in a concentric position in
the eyepiece prism front retaining plate (24).
The lower part is undercut and threaded to
engage in the internal threads of the eyepiece
prism front retaining plate (24). The threaded
shoulder has sufficient length, that the when
large shoulder of the mount is a metal to metal
contact with the projecting cylindrical shoulder
of the eyepiece prism front retaining plate, it
serves internally to lock the eyepiece prism
front clamp ring (50). The mount is bored
with a counterbored beveled section, with a
shallow shoulder remaining as the front wall.
The counterbored beveled section conforms to
the conical wall of the eyepiece lens, with the
outer surface following the same pattern, to
provide a uniform wall thickness. The lower
part of the internal surface of the mount is
provided with two additional counterbores,
one for the periphery of the eyepiece lens.
The other is threaded to receive an eyepiece
lens clamp ring (16). The clamp ring engages
into the internal threads in the mount to retain
the eyepiece lens snugly in the mount, and is
secured with a lockscrew (41).
6. Eyepiece lens. The eyepiece lens (52)
is made of two optical elements, consisting of
a double-convex crown element cemented to a
double concave flint element, forming a positive
doublet. It is mounted in the eyepiece lens
mount (19) and is secured in the mount with a
clamp ring (16). The clamp ring is provided
with a lockscrew (41) to prevent it from unscrewing from the mount.
7. Counterweight. The counterweight (25)
is made of cast composition brass, and is cylindrical. The periphery is 1/16 inch smaller in
diameter than the large, shoulder flange of the
eyepiece skeleton to allow the counterweight
vertical clearance for its focusing travel. It is
provided with cored sections on opposite sides
of the vertical centerline for the insertion of
lead. The amount of lead added should conform
to the weight of the assembled eyepiece prism
mount. The counterweight serves to counterbalance the assembled eyepiece prism mount,
and stabilizes the mount in any position of the
allowed diopter setting the observer desires.
Two rectangular slots are provided on opposite
sides of the horizontal centerline 180 degrees apart
for two counterweight straps (27) and secured
with four lockscrews (33) each. The inner walls
of the cored sections provide a sufficient wall
thickness in each half from the rectangular
slots and the bore of the counterweight. An air
line clearance hole is provided to the rear of the
rectangular slot a nominal distance on the right
side at assembly for the long air line coupling
(15). A solid part of the cored section corner
145
on the left side to the rectangular slot rear
wall has a clearance hole for the stadimeter
transmission shaft (22, Figure 4-27). The
counterweight is bored a sliding fit on the bearing section of the upper part of the eyepiece
skeleton (42). The counterweight slides vertically
on this eyepiece skeleton bearing section.
8. Counterweight straps. The counterweight straps (27) are made of cast phosphor
bronze and have an over-all length of 12.840
inches. The upper part of each counterweight
strap is attached to a rectangular slotted face
on opposite sides of the counterweight (25).
The lower part is provided with a raised gear
rack of 12 teeth of 32 diametral pitch 1 3/4 inches
long. Each gear rack meshes with an eyepiece
prism actuating gear (13) projecting through
slots in each side of the eyepiece skeleton frame
(42). Each strap has a pronounced inward
bend, from near the upper part to a short
distance from the gear teeth of the gear rack.
The bent section is supported with a narrow
cast rib directly in the center. The counterweight
straps form linkage arms between the counterweight (25) and the eyepiece prism actuating
gears (13). When the eyepiece prism mount (20)
is moved upward, the counterweight is moved
downward and vice versa, by means of the
actuating gears. The lower part of each counterweight strap is retained in the vertical recess
groove in each side of the eyepiece skeleton
frame with the counterweight strap retaining
plates (26) secured with six lockscrews (29)
each. These lockscrews are inserted in countersunk clearance holes in the retaining plates (26).
and screwed into tapped holes in the vertical
recess groove raised shoulders of the eyepiece
skeleton frame (42).
9. Eyepiece prism actuating gears. The
eyepiece prism actuating gears (13) are made
of phosphor bronze and are 1 7/16 inches in
diameter with a nominal width. Each gear is
provided with 44 teeth of 32 diametral pitch
which mesh with integral gear racks of the
counterweight straps (27). Both gears have a
reamed hole axis serving as bearing hole on
eyepiece prism actuating gear shafts (14) and
are provided with two narrow hub sections.
The gears fit between two semicircular raised
sections in opposite sides of the eyepiece skeleton
center framework inner walls.
Both gears extend from slotted openings to
engage the counterweight straps (27) mounted
in vertical recess grooves on the opposite outer
side walls of the eyepiece skeleton framework
(42). Each gear is engaged with the mounted
stem gear racks (21) of the eyepiece prism mount
(20). The right eyepiece prism actuating gear
(13) is also engaged with the eyepiece prism
shift gear (10), and the rayfilter drive gear (12),
located on opposite sides, in its upper and lower
part.
10. Eyepiece prism actuating gear shafts.
The two eyepiece prism actuating gear shafts
(14) are made of corrosion-resisting steel material
and are 1 9/16 inches in length with a diameter of
5/16 inch. Each shaft serves to retain the two
eyepiece prism actuating gears (13), and fits
into reamed holes in the center and rear walls
of the eyepiece skeleton, retaining the actuating
gears between the two semicircular raised sections. Each shaft is secured with a lockscrew
(30) which is inserted into a countersunk clearance hole and screwed into a tapped hole in
opposite sides of the side wall and rear semicircular raised section of the eyepiece skeleton
extending into a spotted recess in each shaft.
11. Eyepiece prism shift gear. The eyepiece
prism shift gear (10) is made of phosphor bronze
and is 1.281 inches in length. It has 16 teeth of
32 diametral pitch cut integral with the shaft
in the shoulder part, while the main body part is
mounted in two ball bearings (5) which in turn
are mounted a press fit into a ball bearing housing (9). The stub section of the integral shaft is
provided with a key way for the insertion of the
key (15). This stub section receives the eyepiece
prism shift bevel gear (11) with a keyseat and is
secured with a lockscrew (32). This eyepiece
prism shift gear, when mounted in the eyepiece
skeleton center cored section, engages with the
44 teeth of the right eyepiece prism actuating
gear (13) on its upper part.
12. Ball bearing housing. The ball bearing
housing (9) is made of phosphor bronze and is
0.582 inch in length. It is cylindrical with a large
shoulder flange, having a nominal wall thickness.
Two undercut shoulders are provided, the larger
is a sliding fit in the reamed hole and counterbored recess in the right side rear wall of the
eyepiece skeleton, while the small shoulder
146
section is undercut for clearance in the reamed
hole, and provides sufficient wall area and length
for the inner ball bearing (5).
The inside surface is bored for the integral
shaft of the eyepiece prism shift gear (10) and
has two counterbored sections. The upper and
lower parts are counterbored for the insertion
of two ball bearings (5), a press fit into each
counterbore. The large shoulder flange is secured
to the counterbored recess in the right side rear
wall of the eyepiece skeleton with four lockscrews (28). These lockscrews are inserted into
countersunk clearance holes in the large shoulder
flange of the housing and screwed into tapped
holes in the rear wall of the eyepiece skeleton.
Two dowel pins (6) inserted in opposite sides
of the large shoulder flange, permit a rapid
alignment reference for reassembly of the housing in the reamed holes in the counterbored
recess face in the eyepiece skeleton.
13. Ball bearings. The two ball bearings (5)
are of antithrust type, and are mounted a press
fit in the inner and outer counterbored sections
of the ball bearing housing (9). The integral
shaft of the eyepiece prism shift gear (10) is a
push fit into these ball bearings. The ball bearings provide a smooth actuation of the eyepiece
prism shift gear and its integral shaft (10).
14. Eyepiece prism shift bevel gear. The
eyepiece prism shift level gear (11) is made of
phosphor bronze, with a reamed hole in its
center axis, and is provided with a keyseat.
The large periphery is provided with 28 bevel
teeth of 32 diametral pitch, and has a pitch cone
angle of 60 degrees. It meshes with an identical gear
called the eyepiece drive mechanism shift bevel
gear (1, Figure 4-35) of the eyepiece drive
packing gland assembly. The bevel gear is a
push fit over the inserted key (15) and the stub
section of the eyepiece prism shift gear and
integral shaft (10) and is secured with a lockscrew (32). This lockscrew is screwed into the
tapped hole in the hub section and extends into
the spotted recess in the integral shaft stub
section.
c. The rayfilter drive mechanism is composed of numerous mechanical parts forming an
internal assembly to synchronize the movement
of the rayfilter attachment with the eyepiece
drive mechanism.
1. Rayfilter drive gear. The rayfilter drive
gear (12) is made of phosphor bronze and is
1.469 inches in length. It has 16 teeth of 32
diametral pitch cut integral with the shaft in the
shoulder part, while the main body part is
mounted in two ball bearings (5), which in turn
are mounted a press fit into a ball bearing
housing (7). This rayfilter drive gear when
mounted in the eyepiece skeleton center cored
section (42) engages with the 44 teeth of the
right eyepiece prism actuating gear (13) in its
lower part. The outer part of the integral shaft
receives the rayfilter drive male coupling half
section (40) which is secured with a taper pin
(53).
2. Ball bearing housing. The ball bearing
housing (7) is made of phosphor bronze and is
0.635 inch in length. This housing is similar in
design to the ball bearing housing (9) except for
the thickness of the large shoulder flange and the
overall length, which allows a thicker shoulder
in the internal part. It is provided with two
counterbored sections in the inner and outer
part for the ball bearings (5), a press fit in each
counterbored section. Two undercut shoulders
are provided; the larger is a sliding fit in the
reamed hole in the front right center wall of the
eyepiece skeleton (42), while the small shoulder
section is undercut for clearance in the reamed
hole and provides sufficient wall area for the
inner ball bearing (5). The housing is bored for
the integral rayfilter drive gear integral shaft
(12).
The large flange is provided with four equally
spaced countersunk clearance holes to accommodate lockscrews (28) and is also provided on
opposite sides with two dowel pins (6). The
dowel pins permit a rapid alignment reference
for reassembly of tree assembled housing (7)
to the raised shoulder section of the front right
center wall of the eyepiece skeleton (42) and to
which the assembly is secured with four lockscrews (28).
3. Ball bearings. The two ball bearings (5)
are of antithrust type, and are mounted a press
fit in the inner and outer counterbored sections
of the ball bearing housing (7). The integral
shaft of the rayfilter drive gear (12) is a push fit
into these ball bearings. The ball bearings provide a smooth actuation of the rayfilter drive
gear (12) and its integral shaft.
147
4. Rayfilter drive male coupling half section. The rayfilter drive male coupling half
section (40) is made of phosphor bronze of short
length. It is cylindrical with a reamed hole in its
center axis. Two projecting lugs of nominal
thickness, width, and depth are provided on
opposite sides. These lugs engage in opposite
slots in the female coupling section (2, Figure
4-32) for interconnection with the rayfilter
drive packing gland assembly. The male coupling half section is a push fit on the outer part of
the integral shaft section of the rayfilter drive
gear (12) and is secured with a taper pin (53).
d. The change of power mechanism is
composed of numerous mechanical parts forming
the internal assemblies for connection with an
external attachment for change of power.
1. Right training handle rack gear and
shaft. The right training handle rack gear and
shaft (39) is made of phosphor bronze and is
1.156 inches in length. It has 32 teeth of 32
diametral-pitch cut integral with the shaft in the
shoulder part, and meshes with teeth of the right
and left power shifting racks (45 and 46) for
change of power. It is mounted in two ball
bearings (5) which in turn are mounted in a ball
bearing housing (7).
The stub section of the integral shaft is provided with a retaining collar (8) secured to the
stub section with a taper pin (35). The retaining
collar serves as a thrust collar, to establish only
sufficient clearance for its operation with the
ball bearings.
The gear shoulder is provided with a recess
in the outer part to form an inside male coupling
section, with opposite lugs projecting toward its
axis. This recess provides clearance for the female
coupling section (3, Figure 4-36). The male
coupling section provides the interconnection for
the right training handle packing gland assembly. The ball bearing housing (7) and ball
bearings (5) are identical to the housing (7)
used for the rayfilter drive gear (12). It has no
dowel pins inserted in the large shoulder flange.
The assembled housing is secured in the reamed
hole and to the counterbored face in the lower
right side of the eyepiece skeleton (42).
2. Power shifting racks right and left.
The power shifting racks right and left (45 and
46) are made of cast phosphor bronze, having an
over-all length of 7.375 inches. Both racks are
provided with offset arms and hubs to establish
the center axis of each hub with proper clearance
on each side of the mechanical centerline, and
to provide clearance for the shifting wire spindle
assemblies.
The left power shifting rack (46) is provided
with gear teeth in the lower straight section
in the right side face which mesh with the training handle rack gear and shaft teeth (39).
The right power shifting rack (45) is provided
with gear teeth in the lower straight section in
the left side face, to mesh with the training
handle rack gear and shaft teeth (39) on the
opposite side.
The arm of the right shifting rack (45) is
offset to the right of the lower straight section,
and slightly outward. The hub section is offset
to the left and slightly outward, with a reamed
hole in the center of the hub, to carry the shifting
wire spindle assembly. The arm of the left
shifting rack (46) is offset to the right and
outward. The hub section is offset to the right
and slightly outward, with a reamed hole in
the center of the hub to carry the shifting wire
spindle assembly. Both racks are carried in the
vertical recess slotted sections in the right side
of the eyepiece skeleton frame (42), to operate
vertically for change of power. They are retained
in the vertical recess slotted sections with
a rectangular retaining plate (47), which is
secured with eight lockscrews (29). The retaining plate is provided with a clearance hole in
the central part for the female coupling section
(3, Figure 4-36) of the right training handle
packing gland assembly.
3. Shifting Wire spindles. The two shifting
wire spindles (1) are made of phosphor-bronze
rod and are 2 inches in length. The periphery
is threaded to carry two shifting wire spindle
adjusting nuts (4) on each spindle in the lower
part on opposite sides of the hub section of the
power shifting racks (45 and 46).
The upper part has a 16 degrees countersunk section
in the center axis to receive a 14 degrees tapered shifting
wire clamp (2). The center axis of the spindle
has a clearance hole for the phosphor bronze
wire of the shifting wire tape (38). Each shifting
wire spindle is a sliding fit in the reamed hole
148
axis of each power shifting rack hub section,
and has an adjusting nut on opposite sides.
The adjusting nuts provide a variation in supplying tension or slack in the shifting wire tapes as
desired.
4. Shifting wire clamps. The two shifting
wire clamps (2) are made of corrosion-resisting
steel material. A clearance hole is provided in
their center axis, with a sawed slot, the depth
of which corresponds to the length of the tapered
part. The upper part is undercut and forms an
alignment support section in the clamp nut (3).
The slotted tapered section, when assembled in
the upper countersunk section in the spindle,
closes as the clamp nut (3) is tightened, and in
this manner secures the phosphor-bronze wire
of the shifting wire tape (38).
5. Shifting wire clamp nuts. The shifting
wire clamp nuts (3) are made of hexagon
phosphor bronze. The center axis has a clearance
hole for the phosphor-bronze wire tape (38). A
small counterbore in the upper part serves as an
alignment support section of the shifting wire
clamps (2), while the large counterbore is
threaded to engage on threads of the spindle
periphery.
6. Shifting wire tape. The four lengths
of shifting wire tape (38) are made of monel
metal and their length is determined at assembly.
The upper part of each tape has two clearance
holes for attachment to the head prism shifting
racks (40 and 42, Figure 4-17) and is secured
with two clamp blocks (16) and lockscrews (12).
The lower part of each tape has a clearance hole
located 1 1/4 inches from the end for the bronze
wire. The section below the clearance hole has a
90 degrees groove bend 0.050 inch deep in the centerline. A suitable length of bronze wire 0.040 inch
in diameter is inserted through the clearance
hole with its upper end bent at 90 degrees. The monel
metal tape is heated and bent to overlap the
phosphor bronze wire, with its 90 degrees bent part
a metal to metal contact with the monel metal
overlapping end which is soldered together.
e. Prism tilt mechanism. The prism tilt
mechanism is composed of numerous internal
parts to operate the head prism for all degrees
of elevation and depression. This is accomplished
with internal connecting linkage and a suitable
external attachment.
1. Left training handle rack gear and
shaft. The left training handle rack gear
and shaft (39) is identical to the right training
handle rack gear and shaft (39) with the exception that it is used in the left side of the eyepiece
skeleton (42). This gear, cut integral with the
shaft, engages with teeth of the left and right
prism shifting racks (43 and 44) located on
opposite sides. The integral shaft is mounted
in two ball bearings (5) which in turn are
mounted a press fit in the ball bearing housing
(7). The ball bearings (5), ball bearing housing
(7), and retaining collar (8) secured with a
taper pin (35) are identical to their respective
parts for the power shift side.
2. Prism shifting racks left and right.
The prism shifting racks left and right (43 and
44) are made of cast phosphor bronze, having an
overall length of 7.375 inches. Both racks are
provided with offset arms and hubs to establish
the center axis of each hub with proper clearance
on each side of the mechanical centerline. They
also provide clearance for the shifting wire
spindles (1).
The left prism shifting rack (43) is provided
with gear teeth in the lower straight section
in the right side face to mesh with the training
handle rack gear and shaft teeth (39). The right
prism shifting (44) is provided with gear teeth
in the lower straight section in the left side
face to mesh with the training handle rack gear
and shaft teeth (39) on the opposite side.
The arm of the left shifting rack (43) is offset
to the left of the lower straight section and
slightly outward. The hub section is offset to
the right and slightly upward, with a reamed
hole in the center of the hub to carry the shifting
wire spindle assembly. The arm of the right
shifting rack (44) is offset to the left and outward. The hub section is offset to the left and
slightly outward, with, a reamed hole in the
center of the hub to carry the shifting wire
spindle assembly. Both racks are carried in the
vertical recess slotted sections in the left side
of the eyepiece skeleton frame (42) to operate
vertically for the elevation and depression of
the head prism. They are retained in the vertical
recess slots with a rectangular retaining plate
(47), secured with eight lockscrews (29). The
retaining plate is provided with a clearance hole
149
in the central part for the female coupling
section (3, Figure 4-34) of the left training
handle packing gland assembly.
3. Shifting wire spindles. The shifting
wire spindles (1), shifting wire clamps (2),
shifting wire clamp nuts (3), shifting wire
spindle adjusting nuts (4), and the shifting wire
tape (38) are identical to those used for the
change of power mechanism.
4L2. Disassembly of the eyepiece skeleton. The
eyepiece skeleton is disassembled in the following manner:
1. Remove the eyepiece prism mount (20)
by vertically pulling it clear of the rail bearings
in the inner side walls of the eyepiece skeleton
(42). In some cases it may be necessary to
free the lower part of the counterweight straps
(27) to accomplish this removal.
2. Remove the lockscrew (41) from the
eyepiece prism upper retaining plate (18).
The lockscrew is unscrewed from a tapped hole
in the upper retaining plate and the eyepiece
prism upper clamp ring (17).
3. Remove the four lockscrews (34) from
the eyepiece prism upper retaining plate (18).
The lockscrews are unscrewed from the tapped
holes in the upper side walls of the eyepiece
prism mount (20). Remove the eyepiece prism
upper retaining plate (18) carrying with it the
eyepiece prism upper clamp ring (17). Unscrew
the clamp ring (17) from the upper retaining
plate (18). Also remove the upper eccentric
eyepiece prism centering ring (48).
4. Remove the eyepiece lens mount (19)
carrying with it the eyepiece lens (52), eyepiece
lens clamp ring (16), and its lockscrew (41)
by unscrewing the eyepiece lens mount from the
eyepiece prism front retaining plate (24).
5. Remove the lockscrew (41) from the eyepiece lens mount (19) and the eyepiece lens
clamp ring (16). The lockscrew is unscrewed
from the tapped hole in the clamp ring.
6. Remove the eyepiece lens clamp ring
(16), unscrewing it from the eyepiece lens
mount (19).
7. Remove the eyepiece lens (52) from the
eyepiece lens mount (19) and wrap it in clean
lens tissue. Place it to one side to prevent
scratches and breakage.
8. Using lens tissue, slide the eyepiece prism
(51) out of the eyepiece prism mount (20)
from the upper part. Wrap the eyepiece prism
with lens tissue and place it to one side to
prevent scratches and breakage.
9. Remove the four lockscrews (34) from
the eyepiece prism front retaining plate (24).
These lockscrews are unscrewed from the tapped
holes in the front side walls of the eyepiece
prism mount (20). Unscrew the eyepiece prism
front clamp ring (50) from the front retaining
plate (24) and remove the front eccentric
eyepiece prism centering ring (49).
10. Remove the three lockscrews (22) from
the left eyepiece prism mount stem gear rack
(21) removing the rack. These lockscrews are
unscrewed from the tapped holes in the eyepiece
prism mount stem (20).
11. Remove the two lockscrews (22) from the
left side of the eyepiece prism mount stem
(20), removing the rack. These lockscrews are
unscrewed from the tapped holes in the right
eyepiece prism mount stem gear sack (21).
12. Remove the two shifting wire spindle
assemblies from the right and left power shifting
racks (45 and 46). The lower two shifting wire
spindle adjusting nuts (4) were removed previously. Remove the two upper shifting spindle
wire adjusting nuts (4). Unscrew them from the
lower part of the shifting wire spindles (1).
13. Remove the two shifting wire clamp
nuts (3), unscrewing them from the upper part
of the shifting wire spindles (1). Remove the
two shifting wire clamps (2).
14. Remove the eight lockscrews (29) from
the power shifting rack's retaining plate (47).
These lockscrews are unscrewed from tapped
holes in the center raised section above the
reamed hole and counterbored recess in the lower
right side of the eyepiece skeleton (42). Remove the retaining plate (47), and the right
and left power shifting racks (45 and 46).
15. Remove the four lockscrews (28) from
the right training handle rack gear and shaft
ball bearing housing (7). These lockscrews are
unscrewed from tapped holes in the counterbored
150
recess face in the lower right side of the
eyepiece skeleton (42). Remove the ball bearing
housing (7), carrying with it the right training
handle rack gear and shaft (39), two ball
bearings (5), retaining collar (8), and its taper
pin (35).
16. Follow the procedure outlined in Steps
12 and 13 for the removal of the shifting wire
spindle assemblies of the prism shifting racks
(43 and 44).
17. In case the assembly described in Step 15,
is damaged or corroded, it requires removal.
Remove the taper pin (35) from the right training handle rack gear and shaft (39) and the
retaining collar (8).
18. Remove the right training handle rack
gear retaining collar (8) from the stub section
of the integral right training handle rack gear
and shaft (39).
19. Remove the right training handle rack
gear and shaft (39) from the center races of
the two ball bearings (5). Push the integral
shaft out from the small end of the ball bearing
housing, carrying it out from the large shoulder
flange end of the ball bearing housing (7).
20. Remove the two ball bearings (5) from
the ball bearing housing (7), one from each
side.
21. Remove the eight lockscrews (29) from
the prism shifting rack retaining plate (47).
These lockscrews are unscrewed from tapped
holes in the center raised section above the
reamed hole and counterbored recess in the
lower left side of the eyepiece skeleton (42).
Remove the retaining plate (47) and the left and
right prism shifting racks (43 and 44).
22. Remove the four lockscrews (28) from
the left training handle rack gear and shaft
ball bearing housing (7). These lockscrews are
unscrewed from tapped holes in the counterbored
recess face in the lower left side of the eyepiece
skeleton (42). Remove the ball bearing housing
(7), carrying with it the left training handle
rack gear and shaft (39), two ball bearings (5),
retaining collar (8), and its taper pin (35).
23. In case the above assembly is damaged or
corroded, it requires removal. Follow the procedure of disassembly in the same manner as
described for the right side under Steps 16,
17, 18, and 19.
24. Remove the six lockscrews (29) from each
counterweight strap retaining plate (26). These
lockscrews are unscrewed from tapped holes in
the two raised shoulders on each side of the
eyepiece skeleton (42). Remove the two retaining
plates (26).
25. Remove the four lockscrews (33) from
the upper part of each counterweight strap
(27). The lockscrews are unscrewed from tapped
holes in the rectangular slotted faces in opposite
sides of the counterweight (25). Remove each
counterweight strap (27).
26. Remove the counterweight (25) by sliding
it off the cylindrical bearing section of the upper
part of the eyepiece skeleton (42).
27. Remove the four lockscrews (28) from
the eyepiece prism shift gear ball bearing
housing (9). These lockscrews are unscrewed
from tapped holes in the counterbored face in
the eyepiece skeleton rear wall. Remove the ball
bearing housing (9) carrying with it the two ball
bearings (5), eyepiece prism shift gear (10),
eyepiece prism shift bevel gear key (15), and
eyepiece prism shift bevel gear (11), its lockscrew
(32), and two dowel pins (6).
28. In case the above assembly is damaged
or corroded, it requires removal. Remove the
lockscrew (32) from the eyepiece prism shift
bevel gear (11). The lockscrew is unscrewed
from the tapped hole in the hub of the eyepiece
prism shift bevel gear (11) and its contact in
the spotted recess in the integral shaft stub
section of the eyepiece prism shift gear (10).
29. Remove the eyepiece prism shift bevel
gear (11) from the integral shaft stub section
of the eyepiece prism shift gear (10), and
remove the inserted key (15) from the stub
section.
30. Remove the integral shaft of the eyepiece
prism shift gear (10) from the center of the two
ball bearings (5), pushing it out from the large
shoulder flange end of the ball bearing housing
(9), and carrying it out from the small end of
the ball bearing housing.
31. Remove the two ball bearings (5) from
both ends of the ball bearing housing (9).
151
32. Remove the four lockscrews from the
rayfilter drive gear ball bearing housing (7).
These lockscrews are unscrewed from tapped
holes in the raised shoulder of the eyepiece
skeleton front center wall. Remove the ball
bearing housing (7) carrying with it the two ball
bearings (5), rayfilter drive gear (12), male
coupling half section (40), its taper pin (53),
and two dowel pins (6).
33. In case the assembly is damaged or
corroded, it requires removal. Remove the taper
pin (53) from the rayfilter drive male coupling
half section (40) and the integral shaft of the
rayfilter drive gear (12).
34. Remove the rayfilter drive male coupling
half section (40) from the integral shaft section
of the rayfilter drive gear (12).
35. Remove the integral shaft of the rayfilter
drive gear (12) from the center of the two ball
bearings (5), pushing the rayfilter drive gear
out from the large shoulder flange end of the
ball bearing housing (7), and carrying it out
from the small end of the ball bearing housing.
36. Remove the two ball bearings (5) from
both ends of the ball bearing housing (7).
37. Remove the two lockscrews (30) from
the spotted recess in each eyepiece prism actuating gear shaft (14). These lockscrews are
unscrewed from the tapped holes in the rear
raised shoulder on each side of the eyepiece
skeleton (42).
38. Remove the eyepiece prism actuating
gear shafts (14) and the two eyepiece prism
actuating gears (13). The shafts and gears slide
out easily.
4L3. Reassembly of the eyepiece skeleton. The
eyepiece skeleton is reassembled in the following
manner:
1. Apply lubriplate No. 110 lightly to all
rotating parts as the assembly procedure is
followed.
2. Particular attention show d be directed
to the reference marks and numerals on various
parts for their proper coincidence for reassembly.
3. Place both eyepiece prism actuating
gears (13) in the center cored section in the
eyepiece skeleton. Reference marks on both
gears and shafts corresponding to reference
marks on the framework should be noted for
correct assembly.
4. Place both eyepiece prism actuating gear
shafts (14) in the reamed hole in each front
center and rear wall; the shafts extend into the
front wall, then through the center bearing hole
of each eyepiece prism actuating gear (13) into
the rear wall. Insert lockscrews (30) into a
countersunk clearance and tapped hole in the
rear raised shoulder of each side wall and raised
semi-circular section into a spotted recess in
each shaft (14) for securing the shafts axially.
5. Place the counterweight (25) on the upper
turned bearing section of the eyepiece skeleton.
Slide the counterweight down to the large
shoulder flange, with the cored opening face
upward.
6. Place each counterweight strap (29)
through the cored opening of the large shoulder
flange of the eyepiece skeleton (42). The counter
weight straps fit on the slotted face of opposite
rectangular slots in the counterweight. Secure
each counterweight strap to the rectangular
slotted faces on each side of the counterweight
with four lockscrews (33) each. These lockscrews
are inserted into countersunk clearance holes
in each counterweight strap and screwed into
tapped holes in the opposite slotted faces in
the counterweight (25).
7. Engage the lower part of each counterweight strap rack gear (27) in mesh with each
eyepiece prism actuating gear (13). Place the retaining plates (26) over each counterweight
strap (27) on the two raised shoulders of each
outer side wall, securing each retaining plate
with six lockscrews (29). These lockscrews are
inserted into countersunk clearance holes in
each retaining plate (26) and screwed into
tapped holes, the two raised shoulders on
each outer side of the eyepiece skeleton (42).
8. Place the two eyepiece prism shift gear
ball bearings (5) in the eyepiece prism ball
bearing housing (9) from both ends, pressing
them snugly against the internal shoulder
seats.
9. Place the eyepiece prism shift gear integral
shaft (10) in the center of the two ball bearings
(5), pushing it in from the small end of the ball
152
bearing housing (9). The shoulder of the eyepiece
prism shift gear is a metal to metal fit with the
center race of the ball bearing.
10. Place the eyepiece prism shift gear key
(15) in the keyway in the integral shaft stub
section eyepiece prism shift gear (10).
11. Place the hub section of the eyepiece
prism shift bevel gear (11) over the inserted
key (15) located in the stub section integral
shaft eyepiece prism shift gear (10). Secure
the bevel gear to the stub section with a lockscrew (32). The lockscrew is inserted into the
tapped hole in the bevel gear hub section and
screwed into the spotted recess of the stub
section integral shaft.
12. The mounted eyepiece prism shift gear
(10) and the eyepiece prism shift bevel gear
(11) are assembled to the eyepiece skeleton
by placing the ball bearing housing (9) in the
reamed hole and counterbored recess in the
right side rear wall of the eyepiece skeleton
(42). The eyepiece prism shift gear (10) engages
with the right eyepiece prism actuating gear
(13) in its upper part, with coinciding reference
marks. The ball bearing housing, after proper
engagement of its dowel pins (6) in reamed holes,
is secured with four lockscrews (28). These
lockscrews are inserted into countersunk clearance holes in the housing and screwed into
tapped holes in the counterbored recess face.
13. Place the two rayfilter drive gear ball
bearings (5) in the rayfilter drive gear ball
bearing housing (7) from both ends, pressing
them snugly against the internal shoulder, seats.
14. Place the rayfilter drive gear integral
shaft (12) in the center of the two ball bearings
(5), pressing it in from the small end of the ball
bearing housing (7). The shoulder of the rayfilter
drive gear (12) is a metal-to-metal fit with the
center race of the ball bearing.
15. Place the rayfilter drive gear male coupling
half section (40) on the integral shaft rayfilter
drive gear stub section (12) and secure it with a
taper pin.(53).
16. The mounted rayfilter drive gear (12) is
assembled to the front center wall of the eyepiece
skeleton by placing the ball bearing housing (7)
in the reamed hole and raised section on the
right side of the front center section of the eyepiece skeleton. The rayfilter drive gear (12)
engages with the right eyepiece prism actuating
gear (13) in its lower part, with coinciding
reference marks. The ball bearing housing, after
proper engagement of its dowel pins (6) in
reamed holes, is secured with four lockscrews
(28). These lockscrews are inserted in countersunk clearance holes in the housing and screwed
into tapped holes in the raised section on the
right side of the eyepiece skeleton front center
wall.
17. Place the two training handle rack gear
ball bearings (5) in the ball bearing housing (7)
from both ends, pressing them snugly against
the internal shoulder seats.
18. Place the training handle rack gear and
integral shaft (39) in the center of the two ball
bearings (5), carrying it in from the large
shoulder flange end of the ball bearing housing
(7). The shoulder of the training handle rack
gear (39) is a metal to metal contact fit with the
center race of the ball bearing.
19. Place the thrust collar (8) over the inner
stub section of the training handle rack gear
and integral shaft (39) and secure it with a
taper pin (35).
20. The mounted training handle rack gear
and integral shaft (39) is assembled to the right
side of the eyepiece skeleton by placing the ball
bearing housing (7) in the reamed hole and
counterbored recess of the lower right side of
the eyepiece skeleton (42). The ball bearing
housing (7) is secured with four lockscrews
(28). These lockscrews are inserted into countersunk clearance holes in the housing and screwed
into tapped holes in the counterbored recess
face.
21. Reassemble the left training handle rack
gear and integral shaft (39) in similar manner to
that described in Steps 17, 18, 19, and 20 for the
right training handle rack gear and integral
shaft (39).
22. Place the power shifting racks right and
left (45 and 46) in the vertical recess slotted
sections in the right side of the eyepiece skeleton
(42). The racks are placed with their lower ends
even with the base of the eyepiece skeleton
frame (42). The reference mark on the training
153
handle rack gear (39) must coincide with
reference marks of the power shifting racks.
23. Place the retaining plate (47) over the
power shifting racks right and left (45 and 46)
on the raised shoulders. Secure the retaining
plate with eight lockscrews (29). These lockscrews are inserted into countersunk clearance
holes in the retaining plate and screwed into
tapped holes in the raised center shoulder
sections above and below the counterbored
recess in the right side of the eyepiece skeleton.
24. Place the prism shifting racks left and
right (43 and 44) in the vertical recess slotted
sections in the left side of the eyepiece skeleton
(42). The racks are placed with their lower ends
even with the base of the eyepiece skeleton
frame. The reference mark on the training handle
rack gear (39) must coincide with reference
marks of the prism shifting racks.
25. The retaining plate (47) is placed over
the prism shifting racks left and right (43 and
44) and secured to the lower left side of the
eyepiece skeleton (42) in similar manner to
the procedure described for the opposite side
retaining plate (47).
26. Place the four shifting wire clamps (2)
in each of the four shifting wire spindles (1)
and place the four shifting wire clamp nuts (3)
on the upper part of each spindle over each
shifting wire clamp (2) Place four shifting wire
spindle adjusting nuts (4) on the lower part of
each spindle, and place each assembled spindle
in the hub section reamed hole in each head prism
shifting racks (43 and 44) and power shifting
racks (45 and 46) carrying them in from the
upper part. Place the second set of four shifting
wire spindle adjusting nuts (4) on the lower part
of each spindle, below each hub section.
27. Place the right eyepiece prism mount
stem gear rack (21) with its dowel pins (23)
on the right side of the eyepiece prism mount
stem (20). Secure the rack with two lockscrews
(22), inserting them from the opposite side of
the eyepiece prism mount stem. The lockscrews
are inserted in countersunk clearance holes in
the stem section and screwed into tapped holes
in the rack.
28. Place the left eyepiece prism mount stem
gear rack (21) with its dowel pins (23) on the
left side of the eyepiece prism mount stem (20),
and secure it with three lockscrews (22). These
lockscrews are inserted in countersunk clearance
holes, in the left rack and screwed into tapped
holes in the stem section.
29. Place the eyepiece prism front retaining
plate (24) on the front face of the eyepiece
prism mount (20). Secure the front retaining
plate (24) with four lockscrews (34). These
lockscrews are inserted in countersunk clearance
holes in the front retaining plate and screwed
into tapped holes in the eyepiece prism mount
(20).
30. Clean the eyepiece prism (51), using clean
lens tissue; also clean off any surface dust.
Then place the eyepiece prism in the eyepiece
prism mount (20) from the upper part, with
the shortest radius facing the eyepiece lens side.
31. Place the eyepiece prism upper retaining
plate (18) on the upper face of the eyepiece
prism mount (20). Secure the upper retaining
plate with four lockscrews (34). These lockscrews
are inserted in countersunk clearance holes in
the upper retaining plate and screwed into
tapped holes in the eyepiece prism mount (20).
32. Place the upper eccentric eyepiece prism
centering ring (48) and the eyepiece prism
upper clamp ring (17) in the upper retaining
plate (18). The beveled side of the centering
ring should bear to the curvature of the eyepiece
prism (51). The upper clamp ring (17) is screwed
down on the upper eccentric centering ring (48)
until the lockscrew holes coincide. Insert the
lockscrew (41) into the countersunk clearance
hole in the upper retaining plate and screw it
into the tapped hole in the upper clamp ring (17).
33. Place the, front eccentric eyepiece prism
centering ring (49) to bear on the eyepiece
prism (51) in similar manner to the upper
eccentric centering ring, and place the eyepiece
prism front clamp ring (50) in the front retaining
plate (24). The front clamp ring (50) is screwed
down on the front eccentric centering ring (49).
34. With the counterweight (25) at the extreme lower position, the assembled eyepiece
prism mount (20) is placed in the rail bearings
of the eyepiece skeleton, and moved downward.
Move the counterweight upward to engage
the eyepiece prism actuating gears (13) with
154
the eyepiece prism stem gear racks (21). The
upward movement of the counterweight now
causes the engagement of both the eyepiece
prism actuating gears (13) with the eyepiece
prism stem gear racks (21).
35. Clean the eyepiece lens (52) in similar
manner to that noted under Step 28.
36. Place the eyepiece lens (52) in the eyepiece
lens mount (19) with the shortest radius facing
toward the eyepiece prism (51).
37. Place the eyepiece lens clamp ring (16)
in the internal threaded part of the eyepiece lens
mount (19). Screw the clamp ring into the mount
until the lockscrew holes coincide, and secure
the clamp ring with a lockscrew (41). This
lockscrew is inserted in the countersunk clearance
hole in the eyepiece lens mount (19) and screwed
into the tapped hole in the clamp ring (16).
38. Place the assembled eyepiece lens mount
(19) in the internal threads of the eyepiece
prism front retaining plate (24). Screw the mount
in until the shoulder of the mount is a metal
to metal contact with the shoulder of the front
retaining plate.
39. To determine the accuracy of the eyepiece
skeleton assembly, a few simple observations
can be made. If instructions have been correctly
followed, the essential travel of the counterweight (25) and the eyepiece prism mount (20)
should be 25 mm; the essential travel of the prism
shifting racks should be 35 mm; and the essential
travel of the power shifting racks should be
30 mm.
M. EYEPIECE BOX AND MISCELLANEOUS ASSEMBLIES
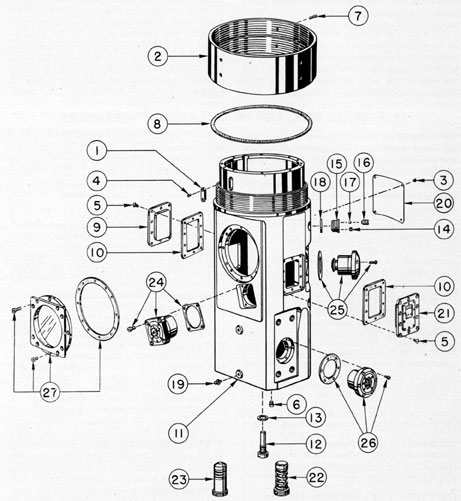
4M1. Description of the eyepiece box and miscellaneous assemblies. The eyepiece box and its
miscellaneous assemblies are described as follows.
Figure 4-29 shows the eyepiece box and miscellaneous assemblies. All bubble numbers for
Section 4M1 refer to Figure 4-29 unless otherwise
specified.
Ill. No.
Drawing Number
Num- ber Re- quired
Nomenclature
1
P-1163-3
1
Outer tube and eyepiece box angular alignment key
2
P-1163-8
1
Main coupling
3
P-1179-51
2
Name plate lockscrews
4
P-1179-65
2
Outer tube and eyepiece box angular alignment key lockscrews
5
P-1310-35
20
Side plate and pressure gage assembly lockscrews
6
P-1310-38
1
Star wheel lock plunger screw head
7
P-1314-12
2
Main coupling lockscrews
8
P-1314-13
1
Outer tube and eyepiece box soft rubber gasket
9
P-1353-5
1
Side plate
10
P-1353-6
2
Side plate and pressure gage soft rubber gaskets
11
P-1401-1
1
Eyepiece box
12
P-1409-4
1
Eyepiece skeleton centering screw
13
P-1409-5
1
Eyepiece skeleton centering screw lead washer
14
P-1410-1
2
Air inlet and outlet plugs
Ill. No.
Drawing Number
Num- ber Re- quired
Nomenclature
15
P-1410-2
2
Air valve bodies
16
P-1410-3
2
Air valve screws
17
P-1410-4
2
Air valve screw 3/16 inch steel balls
18
P-1410-5
2
Air valve body lead washers
19
P-1412-8
4
Anchor screw pins
20
P-1430-7
1
Name plate
21
P-1454
1
Pressure gage assembly
22
Assembly
1
Spring type stadimeter transmission shaft packing gland
23
Assembly
1
Hycar type stadimeter transmission shaft packing gland modification
24
Assembly
1
Rayfilter drive packing gland assembly
25
Assembly
1
Eyepiece drive packing gland assembly
26
Assembly
2
Left and right training handle packing gland assemblies
27
Assembly
1
Eyepiece window assembly
a. Eyepiece box. The eyepiece box (11)
is made of cast phosphor-bronze material and is
16.500 inches in length. It forms the outer shell
covering the eyepiece frame (42, Figure 4-28).
Various projections and recesses accommodate
numerous inward projecting assemblies, also
interconnecting with the external assemblies.
155
The upper face has eight tapped holes, two
reamed dowel pin holes, and one air line clearance hole, to match with holes of the eyepiece
skeleton large shoulder flange (42, Figure 4-28).
The inner circumference of the external upper
alignment support section is bored to allow
it to slide on the narrow alignment support
shoulder of the eyepiece skeleton large shoulder
flange, while the upper face contacts this large
shoulder flange and is secured to it with eight
lockscrews (31, Figure 4-28). The two dowel
pin reamed holes of this upper face, when
assembled over the protruding dowel pins (36,
Figure 4-28) re-establish the correct angular
alignment of the eyepiece box to the eyepiece
skeleton (42, Figure 4-28).
The upper part of the eyepiece box is provided
with an undercut section serving as an alignment
Figure 4-29. Eyepiece box and miscellaneous assemblies.
156
support section, a sliding fit in the lower
counterbore in the outer tube (2, Figure 4-15).
A keyway is provided in the front centerline
in this section for the insertion of an angular
alignment key (1) secured with two lockscrews
(4). The key maintains the angular alignment
of the emerging light rays within prescribed
tolerance limits.
The threaded periphery section has 12 left-hand threads per inch to receive the lower
internal threaded part of the main coupling (2).
The joint shoulder face of the threaded periphery
is provided with a triangular annular groove, to
receive the soft rubber gasket (8) which is
compressed by the tightening of the main
coupling (2). This brings the triangular annular
ridge detail of the lower joint shoulder of the
outer tube (2, Figure 4-15) in contact with
the soft rubber gasket (8) and upon further
tightening of the main coupling, compresses
the gasket into the above mentioned triangular
annular groove of the eyepiece box forming an
hermetically sealed joint.
The base of the eyepiece box is rectangular
in shape with the corners rounded to conform
to the remaining cored periphery of the eyepiece
box. Four tapped holes are provided in the four
corners to receive the four stadimeter housing
bolts (30) which secure the stadimeter housing
(67, Figure 4-24) to the base of the eyepiece box
(11). Two dowel pin holes of shallow depth are
provided diagonally on opposite sides to receive
the protruding dowel pins (22, Figure 4-24)
of the stadimeter housing (67, Figure/4-24).
The center axis of the rectangular base is
provided with an opening which consists of a
reamed hole and partially tapped section. It
also has two counterbored sections near the
outer face for the eyepiece skeleton centering
screw (12) and a lead washer (13).
A countersunk tapped drain hole is provided
at an appropriate place in the base. This hole
is countersunk sufficiently to receive a lead
washer and to allow the drain screw to be slightly
recessed upward from the lower surface of the
eyepiece box base. This drain hole is provided
to drain out water which may accumulate during
flooding of the instrument.
A shallow tapped hole of 1/4-28 is provided
in the base at an appropriate distance from both
the horizontal and vertical centerlines to
accommodate a short screw (6). The head of
this short screw projects below the eyepiece
box base sufficiently to contact the star wheel
lock plunger (62, Figure 4-24) in order to compress the star wheel key (60, Figure 4-24)
and holder (61, Figure 4-24) when the stadimeter
housing is assembled to the base of the eyepiece
box. This releases the automatic stop of the
stadimeter housing assembly for operation
of the stadimeter.
A semi-circular projecting solid section is
provided in the inner cored wall of the eyepiece
box and forms part of the inner base wall. This
section allows sufficient wall space after the
machining of a stadimeter transmission shaft
stuffing box. This stuffing box consists of a
reamed hole for the stadimeter transmission
shaft (22, Figure 4-27) and a larger reamed hole
and threaded counterbored section.
The large reamed hole is chamfered in its
inner shoulder at 30 degrees for flax packing, while
the remainder of its length accommodates the
various parts of the packing gland. The threaded
counterbored section receives the spring retainer
(3, Figure 4-30) of the spring type stadimeter
transmission shaft packing gland assembly, or
the packing retainer (2, Figure 4-31) of the
modified hycar stadimeter transmission shaft
packing gland. The 30 degrees chamfered seat receives
the flax packing of the first type mentioned,
or receives the gland filler piece (3, Figure 4-31)
of the modified type.
This stadimeter transmission shaft packing
gland assembly of either type provides the
hermetically sealed joint for the protrusion
of the stadimeter transmission shaft (22, Figure
4-27) for its interconnection with the stadimeter
housing assembly (Figure 4-24).
All the various openings and recesses are
described under each individual assembly as
follows:
b. Main coupling. The main coupling (2)
is made of cast phosphor-bronze material and is
2.531 inches in length. The outer diameter
is within 0.010 inch of the outer tube diameter
(Figure 4-15). In the center of the upper and
lower internal threaded section, a threaded
relief is provided to separate the left and righthand threads when machining and serving as an
157
area for the expansion of the rubber sealing
gasket (8). The upper internal threaded section
has 12 right-hand threads per inch, to engage
on the right-hand threaded periphery of the
lower part of the outer tube (2, Figure 4-15).
The lower internal threaded section has 12 lefthand threads per inch, to engage the lefthand threaded periphery of the upper part of
the eyepiece box (11).
The main coupling connects the lower part
of the outer tube (2, Figure 4-15) to the eyepiece
box (11). A soft rubber gasket (8) fits between
the triangular annular ridge detail of the outer
tube, and the corresponding triangular annular
groove of the shoulder joint of the eyepiece
box (11).
The compression of the soft rubber gasket
(8) by means of the coupling's being tightened,
causes the gasket to follow the triangular annular
ridge and its corresponding groove to provide a
hermetically sealed joint. Two lockscrews (7),
located usually in opposite sides of the main
coupling, screw into tapped holes in the coupling
and extend in spotted recesses of the outer tube,
to prevent the coupling from unscrewing and
thus maintain the hermetical seal of the joint.
The main coupling has four sets of twin holes
of shallow depth equally spaced. These holes
accommodate a special spanner, wrench provided
with twin prongs for the breaking or making
up of the joint.
c. Air valve bodies. The two valve bodies
(15) are made of phosphor-bronze material and
blued. Both air valve bodies are of duplicate
design, one is used as the AIR INLET and the
other for the AIR OUTLET. Engraved markings
for each valve are stamped in the eyepiece box
above the individual valve body.
The inlet valve body has an external threaded
section, with a short straight shoulder to carry a
lead washer (18) next to its large shoulder.
It engages into a tapped hole above the focusing
knob assembly (Figure 4-39) in the eyepiece
box (11). The lead washer rests on the counterbored recess seat to form an hermetical seal of
this joint. Two tapped holes are provided in the
valve body, one is large for the insertion of an
air valve screw (16) with an assembled ball
bearing (17). The ball bearing when tightened
rests in a 90 degrees ground recess seat and seals off
the nitrogen clearance hole. The second tapped
hole opposite the large tapped hole is shallow,
and is provided for the insertion of a nitrogen
charging connection. The seat of this tapped
hole is provided with a clearance hole, connecting the air valve hole at a 45 degrees angle. This
tapped hole carries an air inlet plug (14) when
the periscope is charged. Two opposite shallow
holes are provided in the face of the air valve
bodies for the insertion of a special wrench.
The air valve body section in the eyepiece
box (11) is a solid cylindrically cored projection
section in its inner cored wall. It has sufficient
wall area to accommodate the air valve body
(15). An air line section of 4 3/4 inches in length
connects this cylindrical wall seat section with a
drilled hole, and is soldered to the clearance
hole in the narrow flange section as well as to
the inner wall of the eyepiece box.
The outlet valve body is located below the
focusing knob assembly (Figure 4-39) with
direct clearance from the threaded section to
the internal part of the eyepiece box.
The inlet valve is connected by the soldered
air line, to the various air lines and couplings
to the air line adapter (11) which is attached to
the fourth reduced tube section (9, Figure
4-19) to carry the charging nitrogen to the
skeleton head, and for its circulation downward
through the reduced tube sections and inner
tube sections. It passes through the various
channel provisions of each lens mount for as
thorough circulation as is possible.
d. Pressure gage assembly. The pressure
gage assembly (21) is a commercial product,
manufactured by the Certified Gage and Instrument Co., of Long Island City, N.Y. This gage
is graduated from 0 to 10 pounds, and can withstand a maximum pressure of 300 pounds.
The gage is tested within 30 inches of vacuum
with a corresponding mercury gage for leaks,
and at 300 psi under water for 30 minutes, and
then calibrated. This gage is assembled on the
right side of the periscope in a rectangular
recess and opening. A soft rubber gasket (10)
is placed in the recess seat under the rectangular
flange of the pressure gage assembly, and is
secured with 10 lockscrews (5). The pressure
158
gage provides a constant indication of the
internal gas pressure of the periscope.
The rectangular opening on this right side
in the eyepiece box serves to allow the repairman
access to the shifting wire spindle assemblies
of the change of power mechanism, thus the
repairman can make adjustments for removing or
increasing the tension of the shifting wire tapes
for the change of power mechanism without
the removal of the eyepiece box. In the case
of this instrument, it is necessary to remove the
shifting wire spindle assemblies for disassembly
of the skeleton head assembly from the outer
taper section (1, Figure 4-15).
e. Side plate. The side plate (9) is made of
phosphor bronze and is of rectangular shape,
having a nominal wall thickness. It is provided
with two shoulders of rectangular design, of
which the larger forms the flange and fits over a
rectangularly shaped soft rubber gasket (10)
placed in the rectangular recess and opening
in the eyepiece box (11). The rectangular
opening in the left side serves the same purpose
for the prism tilt mechanism on this side as
that used for the pressure gage assembly on
the right side for the change of power mechanism.
The rectangular flange of the side plate (9)
has 10 countersunk clearance holes for the
insertion of lockscrews (5) which extend into
the shallow tapped holes in the rectangular
recess face in the eyepiece box. The side plate and
pressure gage rubber gaskets (10) are made of
crude rubber 0.030 inch in thickness of rectangular shape, having a width of 0.374 inch.
The gasket is fitted in the rectangular recess seat
below their respective rectangular flanges of the
pressure gage assembly and the side plate to
maintain the hermetical seal of these two
joints, when drawn evenly by 10 lockscrews
(5) of the side plate and pressure gage assembly.
f. Eyepiece window assembly. The eyepiece window assembly (27) is assembled to the
front large bored hole and, counterbored recess
seat in the eyepiece box (11). The eyepiece
window frame rubber gasket (8) is placed
between the frame flange and the counterbored
recess seat. The frame flange is secured to the
gasket and recess seat with four short and eight
long lockscrews (2 and 3, Figure 4-38). This
rubber gasket maintains the hermetical seal
of this assembly, with two more rubber gaskets
located in the front and rear face of the eyepiece
window (9).
g. Rayfilter drive packing gland assembly. The rayfilter drive packing gland assembly
(24) is assembled to the front bored hole and
square recess seat in the front of the eyepiece
box (11). This packing gland provides an internal
coupling connection at the inner part with the
eyepiece skeleton, and an external connection
with the rayfilter assembly. The rayfilter drive
stuffing box body rubber gasket (9) is placed
between the stuffing box body flange and the
square recess seat. The stuffing box body flange
is secured to the gasket and recess seat with
four lockscrews (13, Figure 4-32). This rubber
gasket maintains the hermetical seal of this
assembly along with the flax packing under
spring pressure.
h. Eyepiece drive packing gland assembly. The eyepiece drive packing gland assembly
(25) is assembled to the center right rear wall
of the eyepiece box (11) in a bored hole and
counterbored recess seat, between both air valve
body assemblies. This packing gland assembly
provides an internal connection with the eyepiece
prism shift bevel gear (11, Figure 4-28) of the
eyepiece skeleton assembly at the inner part,
and an external coupling connection with the
focusing knob assembly (Figure 4-39). The
eyepiece drive stuffing box body rubber gasket
(11) is placed between the stuffing box body
flange and the counterbored recess seat. The
stuffing box body flange is secured to the
gasket and recess seat with six lockscrews (3,
Figure 4-35). The rubber gasket maintains the
hermetical seal of this assembly with the flax
packing under spring pressure.
i. Left training handle packing gland
assembly. The left training handle packing
gland assembly (26) is assembled to the lower
part of the left side of the eyepiece box (11)
in a bored hole and counterbored recess seat.
This packing gland assembly provides an internal
coupling connection at the inner part with the
eyepiece skeleton assembly (Figure 4-28), and
an external connection with the left training
handle assembly (Figure 4-43). The training
handle stuffing box body gasket (10) is placed
between the stuffing box body flange and the
159
counterbored recess seat. The stuffing box body
flange is secured to the gasket and recess seat
with six lockscrews (1, Figure 4-36). The rubber
gasket maintains the hermetical seal of this
assembly along with the flax packing under
spring pressure.
j. Right training handle packing gland
assembly. The right training handle packing
gland assembly (26) is assembled to the right
side of the eyepiece box, in a bored hole and
counterbored recess seat. Refer to the left
training handle packing gland assembly, as it
is identical, and is secured in similar manner.
k. Angular alignment key. The angular
alignment key (1) is made of monel metal.
It has a nominal length, thickness, and width,
with the upper and lower corners rounded off.
It is secured in the machined recess keyway
in the front centerline of the upper alignment
support section of the eyepiece box (11) with
two lockscrews (4). This key is a sliding fit in
the inside keyway of the lower part of the outer
tube (2, Figure 4-15). It provides the angular
maintenance of the emerging light rays within
the prescribed tolerance of five minutes of arc
with the entering light rays.
l. Angular alignment determination of
the eyepiece box and eyepiece skeleton.
The correct location of the two inserted dowel
pins (36, Figure 4-28) of the eyepiece skeleton
(42, Figure, 4-28) large shoulder flange and
their proper engagement in reamed dowel pin
holes of the eyepiece box are determined as
follows: This alignment is first determined by
placing a false plate in the rail bearing slots
in the inner side walls of the eyepiece skeleton,
while the eyepiece box is being held to the large
shoulder flange of the eyepiece skeleton. A depth
micrometer is used to measure the distance from
the counterbored recess seat of the eyepiece
window assembly opening. The depth micrometer provides an accurate measuring device to
determine the necessary rotation of the eyepiece
box for obtaining equal distance to the false
plate on opposite sides of the centerline. The
reamed dowel pin holes are spotted in the
eyepiece box, from the previously drilled holes
of the large shoulder flange in the eyepiece
skeleton. Thus permanent angular alignment
is maintained for future disassembly and
reassembly of the eyepiece box to the eyepiece
skeleton.
m. Eyepiece skeleton centering screw.
The eyepiece skeleton centering screw (12)
is made of phosphor bronze and is 1.750 inches
in length. It is provided with a smooth stem
section, which is a sliding fit into a reamed hole
in the base of the eyepiece skeleton. It stabilizes
the lower part of the eyepiece skeleton (42,
Figure 4-28) in the eyepiece box (11). The
threaded periphery section of the centering
screw engages into a tapped section in the
eyepiece box, in the upper part of the inner
wall of the base. The short shoulder carries
the lead washer (13) against the large shoulder
of the centering screw, and fits in the small
counterbored recess, while the large shoulder
carries the lead washer against the large counterbored recess seat in the base, of the eyepiece box.
The lead washer maintains the hermetical seal
of this opening. The head of the centering screw
is slotted for the insertion of a screwdriver.
n. Name plate. The name plate (20) is
made of nominal thickness and is of rectangular
shape. It is secured to a cast recess of similar
contour to the eyepiece box (11). The name
plate is located in the cast recess in the rear
wall of the eyepiece box above the horizontal
optical centerline. It is secured with four
lockscrews (3) which are inserted into clearance
holes in the name plate and screwed into shallow
tapped holes in the wall of the cast recess.
Refer to Chapter 1, Section 1A6 for data
inscribed on the name plate.
o. Anchor screw pins. The four anchor
screw pins (19) are made of corrosion resisting
steel and are 0.641 inch in length. Two anchor
screw pins are provided in the two raised bosses
of the front flat cast section below the eyepiece
window assembly of the eyepiece box (11),
while the other two are provided in the rear
flat cast section in similar manner. Shallow
tapped holes are provided in each raised boss
with an appropriate center distance between
bosses to receive the threaded periphery section
of the two anchor screw pins. The upper part
of each pin has an undercut section to allow
the spring tension of the finger grip levers
(1 and 2, Figure 4-41) of the variable density
polaroid assembly to snap into the locked
160
position. The outer shoulder of the undercut
section retains the finger grip levers, a metal to
metal fit on the bosses. The large shoulder
section has two opposite sawed slots 180 degrees apart,
for the attachment of a special wrench for
disassembly or reassembly.